Quando os limalhas contínuas são produzidas no processamento, não é fácil arranhar a superfície da peça de trabalho e danificar a lâmina, mas também ameaçar a segurança do operador. Portanto, é muito importante tomar as medidas tecnológicas necessárias para controlar o tipo de cavacos e a quebra de cavacos na indústria de processamento mecânico.
Como os limalhas são o produto da deformação da camada de limalha, a mudança das condições de corte é uma maneira eficaz de alterar os tipos de limalhas e alcançar a quebra de cavacos. Os fatores que afetam as condições de processamento de cavacos incluem principalmente materiais de peças, ângulo de geometria da ferramenta e consumo de cavacos.
Os limalhas gerais precisam satisfazer as seguintes condições básicas:
1. Os limalhas não devem ser entrelaçados em ferramentas de corte, peças de trabalho e nas ferramentas e equipamentos adjacentes.
2. Os limalhas não devem salpicar para garantir a segurança dos operadores e observadores.
3. Ao finalizar, os limalhas não podem arranhar a superfície usinada da peça de trabalho, o que afeta a qualidade da superfície usinada.
4. Garantir a durabilidade predefinida do cortador e não se desgastar prematuramente e tentar evitar danos.
5. Quando a limalha sair, não interfere com a injecção de fluido de corte; o limalha não arranhará o guia da máquina ou outras peças.

Classificação de sguerra shapes
Devido ao diferente grau de deformação plástica, diferentes tipos de limalhas podem ser produzidos, como mostra a Figura 1. Ao processar materiais plásticos, formam-se principalmente limalhas de banda, limalhas nodais ou limalhas granulares. Ao processar materiais frágeis, geralmente são formados fragmentos fragmentários.
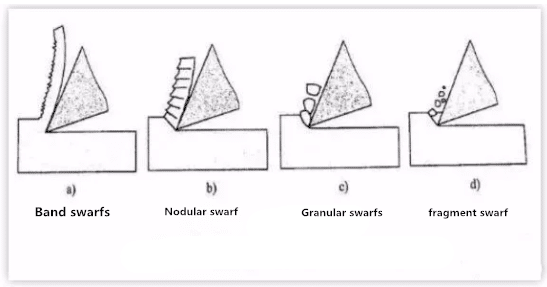
1. Band-swarfs: Os swarfs de bandas são contínuos, de fundo liso e fofo, como mostra a Fig. 1-1a. Tais aparas são facilmente produzidas quando materiais de metal plástico são usinados com cortadores de maior ângulo de ataque com maior velocidade de corte. É o produto da deformação insuficiente da camada de corte. Quando os limalhas são produzidas, o processo de corte é suave e a aspereza da superfície da peça é pequena, mas os limalhas não são fáceis de quebrar, o que muitas vezes provoca enrolamento, rugosidade da peça e afeta a operação. não pode ser ignorado.
2. Limalha nodular: Limalha nodular é um tipo de limalha com fundo liso, rachaduras óbvias nas rachaduras nas costas e profundas, como mostrado na Fig. 1-1b. Tais aparas são facilmente produzidas quando materiais plásticos são usinados a uma velocidade de corte menor com uma ferramenta com ângulo de ataque reduzido. É o produto de deformação suficiente da camada de cavacos e atingiu o grau de cisalhamento. Quando os limalhas nodulares são produzidos, os limalhas trabalham de forma instável e a rugosidade superficial da peça de trabalho é relativamente grande.
3. Limalhas granulares: Os limalhas granulares são limalhas granulares uniformes, como mostrado na Fig. 1-1c. Ao usar uma ferramenta de ângulo de ataque pequeno para processar materiais de metal plástico a uma velocidade de corte muito baixa, é fácil produzir tais aparas. É o produto da camada de corte totalmente deformada, que atinge a falha de cisalhamento do material e faz com que os cavacos quebrem ao longo da espessura. Quando se produzem cavacos granulados, o trabalho de corte não é estável e a rugosidade superficial da peça de trabalho é relativamente grande.
4. limalhas de fragmentos: os fragmentos de fragmentos são limalhas irregulares de granulação fina, como mostrado na Fig. 1-1d. Ao cortar materiais frágeis, a limalha formada pelo súbito craqueamento da camada de corte após a deformação elástica dificilmente passa pelo estágio de deformação plástica. Quando se formam arestas de britagem, o trabalho de corte é instável, a lâmina é submetida a maior força de impacto e a superfície usinada é irregular e irregular.
Pode ser visto do acima exposto que os tipos de limalha variam com os materiais da peça de trabalho e as condições de corte. Portanto, no processo de processamento, podemos julgar se a condição da limalha é adequada ou não, observando a forma da limalha. Nós também podemos mudar a forma do cavaco, transformando a condição de corte, de modo que ela possa ser transformada na direção benéfica para a produção.
Princípio da limalha barriscando
No processo de corte de metal, se os cavacos são fáceis de quebrar, isso está diretamente relacionado à deformação dos cavacos. Portanto, o estudo do princípio da quebra de cavacos deve começar com o estudo da lei de deformação de cavacos.
Os limalhas formadas no processo de corte terão maior dureza e menor plasticidade e tenacidade devido à deformação plástica relativamente grande. Esse fenômeno é chamado de endurecimento a frio. Após o endurecimento a frio, os limalhas tornam-se rígidos e frágeis e são fáceis de quebrar quando submetidos a cargas de flexão ou impacto alternadas. Quanto maior a deformação plástica que o cavaco sofre, mais óbvios são os fenômenos de dureza e fragilidade, e mais fácil é quebrar. Ao cortar materiais com alta resistência, alta plasticidade e alta tenacidade, que são difíceis de quebrar, nós devemos tentar aumentar a deformação dos cavacos, a fim de reduzir sua plasticidade e tenacidade, de modo a atingir a finalidade de quebra de cavacos.
A deformação de cavacos pode ser dividida em duas partes:
A primeira parte é formada no processo de corte, que chamamos de deformação básica. A deformação do cavaco medida pelo corte livre com a ferramenta de torneamento de face plana está próxima do valor da deformação básica. Os principais fatores que afetam a deformação básica são o ângulo de inclinação da ferramenta, a chanfra negativa e a velocidade de corte. Quanto menor o ângulo frontal, maior o chanfro negativo e menor a velocidade de corte, maior a deformação dos cavacos e melhor quebra dos cavacos. Portanto, a redução do ângulo frontal, o alargamento do chanfro negativo e a redução da velocidade de corte podem ser usados como medidas para promover a quebra de cavacos.
A segunda parte é a deformação dos cavacos no processo de fluxo e enrolamento, que chamamos de deformação adicional. Como na maioria dos casos, somente a deformação básica no processo de corte não pode quebrar os cavacos, é necessário adicionar outra deformação adicional para atingir o propósito de endurecer e quebrar. A maneira mais simples de forçar os limalhas a sofrerem deformação adicional é moer (ou pressionar) uma certa forma de cavacos cortando a ranhura na face de ataque para forçar os limalha a enrolar e deformar quando fluir para dentro da ranhura de corte de limalha. Os limalhas são ainda mais endurecidos e fragilizados após uma nova deformação de recravamento e são facilmente quebrados quando colidem com a peça de trabalho ou com o flanco.
Método de quebra de cavacoss
A razão fundamental para a quebra e continuidade dos cavacos está na deformação e no estresse durante a formação de cavacos. Quando o cavaco está em um estado de deformação instável ou a tensão do cavaco atinge seu limite de força, o cavaco se rompe. Normalmente, os cavacos quebram após o curling.
A selecção razoável do ângulo de geometria da ferramenta, parâmetros de corte e ranhura de corte de cavacos são métodos de quebra de cavacos geralmente utilizados.
1. Reduzir o ângulo de inclinação e aumentar o ângulo de desvio principal: o ângulo de inclinação e o ângulo de desvio principal são os ângulos geométricos da ferramenta que têm grande influência na quebra de cavacos. Reduza o canto frontal, aumente a deformação dos cavacos, corte fácil de cavacos. Como a afiação de ângulo de ataque menor aumentará a força de corte e limitará a melhoria dos parâmetros de corte, a ferramenta será danificada ou até mesmo “entupida” quando for séria. Geralmente, a quebra de cavacos não é feita apenas pela redução do ângulo de inclinação. Aumentar o ângulo de desvio principal pode aumentar a espessura de corte e a quebra fácil de cavacos. Por exemplo, sob as mesmas condições, a faca de 90 graus é mais fácil de quebrar swarfs do que a faca de 45 graus. Além disso, aumentar o ângulo de deflexão principal é benéfico para reduzir a vibração no processamento. Portanto, aumentar o ângulo de deflexão principal é um método efetivo de quebra de cavacos.
2.Reduzir a velocidade de corte, aumentar o avanço e alterar os parâmetros de corte são outras medidas para a quebra de cavacos. Aumentar a velocidade de corte fará com que o metal de fundo do cavaco seja macio e a deformação do cavaco seja insuficiente, o que não é propício para a quebra de cavacos; reduzir a velocidade de corte levará à quebra de cavacos. Portanto, ao girar, os limalhas podem ser quebrados reduzindo a velocidade do fuso e a velocidade de corte. O aumento da alimentação pode aumentar a espessura de corte e a quebra fácil de cavacos. Este é um método comum de quebra de cavacos no processamento, mas deve-se notar que com o aumento da alimentação, a rugosidade superficial da peça de trabalho aumentará significativamente.
3. Abra a ranhura de corte de aparas: a ranhura de corte de aparas refere-se à ranhura feita na face de inclinação da ferramenta. A forma, a largura e o ângulo oblíquo do sulco de corte de cavacos são fatores que afetam a quebra de cavacos.
1) Forma do cavaco quebrando o sulco
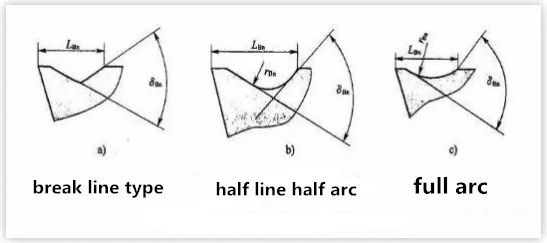
As ranhuras de quebra de cavacos comumente usadas são três ranhuras, isto é, linha dobrada, linha reta e arco circular, e arco de círculo completo, como mostrado na Figura 2.
Ao cortar o aço de carbono, o aço de liga e o aço de ferramenta, a linha dobrada, o arco da linha reta e a ranhura de quebra dos cavacos podem ser selecionados; Ao cortar material de alta peça de plástico, tais como cobre puro, peça de aço inoxidável, groove de quebra de cavidade de arco de círculo completo pode ser selecionado.
2) Largura do cavaco quebrando o sulco
A largura do sulco de quebra de cavacos tem uma grande influência na quebra de cavacos. De um modo geral, quanto menor a largura da ranhura, menor é o raio de enrolamento dos cavacos, maior é a tensão de flexão nos cavacos e mais fácil é quebrar. Portanto, a largura menor da ranhura de quebra de cavacos é benéfica para a quebra de cavacos. Mas a largura da ranhura para cavacos deve ser considerada em conexão com a profundidade de corte de alimentação.
Pedaços em forma de C podem ser formados se a largura do sulco de quebra de cavacos e a taxa de alimentação forem basicamente apropriadas. Se a ranhura do entalhe for muito estreita, é fácil causar o bloqueio de cavacos, o que aumenta a carga da ferramenta de torneamento e até danifica a aresta de corte; se a ranhura de enrolamento de cavaco for muito larga e o raio de enrolamento de corte for muito grande, a deformação de corte não é suficiente e não é fácil de quebrar e muitas vezes não flui através do fundo da ranhura para formar limalhas contínuas.
A largura da ranhura de cavacos também deve ser apropriada à profundidade de corte. Caso contrário, quando o sulco é muito estreito, parecerá que a largura do cavaco não é fácil de enrolar no sulco, e os cavacos não fluirão pelo fundo do sulco para formar cavacos com faixas. Quando o sulco é muito largo, o cavaco se torna estreito, o fluxo é mais livre, a deformação é insuficiente e não se rompe.
A fim de obter um efeito de ruptura satisfatório do cavaco, a largura apropriada do sulco de quebra de cavacos deve ser selecionada de acordo com as condições de processamento específicas. Para materiais com menor dureza, os slots devem ser mais estreitos, ao passo que os slots devem ser mais largos.