
Brocas helicoidais e perfuratrizes de furos profundos sempre foram uma escolha comum na indústria de processamento de furos profundos. Podemos fazer com que essas duas ferramentas processem o aço q235, # 45 de aço e alumínio comumente usados, para explorar a diferença da qualidade da superfície dos furos de usinagem produzidos pelas duas ferramentas e a variação da qualidade da superfície das duas ferramentas sob diferentes materiais de dureza.
Como brocas helicoidais e brocas de canhão funcionam
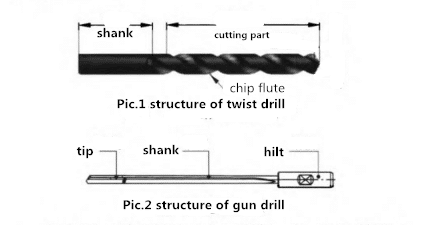
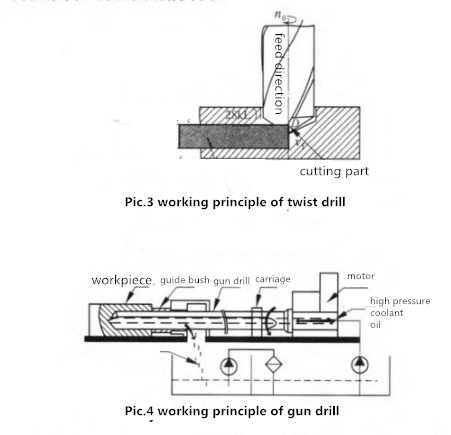
Como mostrado na figura 2, a broca helicoidal é geralmente dividida em um tipo de haste reta e um tipo de haste cônica. Seu princípio de funcionamento é que a broca gira a alta velocidade sob o acionamento do fuso, e a peça de trabalho é continuamente alimentada para baixo, e os cavacos são removidos do sulco espiral para obter o furo desejado. .
Durante o processo de perfuração da pistola, a bomba emite refrigerante de alta pressão através do orifício interno do tubo de perfuração para a área de corte frontal. Enquanto esfria e lubrifica a ferramenta, os cavacos são descarregados do líquido de alta pressão através da ranhura em V do tubo de perfuração para o tanque de combustível. Ele pode ser fixado e depois cortado girando a peça de trabalho, o que dá ao furo uma maior precisão.
O equipamento usado para brocas helicoidais é geralmente de furadeira de bancada e de furadeira radial, e também pode ser feito em fresadoras comuns ou máquinas CNC. A maioria das perfuratrizes de canhão usa máquinas de usinagem de furos profundos CNC, que exigem sistemas de abastecimento de óleo e filtragem de alta pressão.
Comparação de experimento de processamento
Velocidade 1.Cutting
A velocidade de corte pode ser medida por velocidade linear e velocidade angular, respectivamente. A relação entre a velocidade angular n (r / min) e a velocidade linear Vc (mm / min) é:
Vc = ndπ / 100. d é o diâmetro efetivo da ferramenta
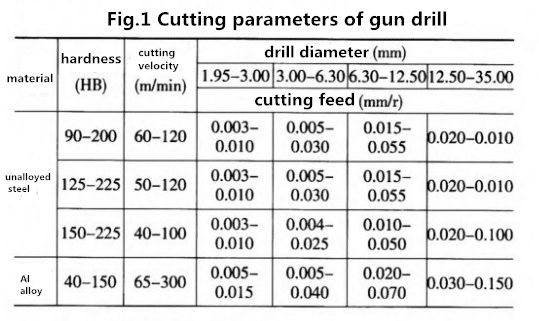
As velocidades de corte dos diferentes materiais da ferramenta são diferentes. A figura 1 a seguir é a velocidade de corte da broca da pistola.
2. Taxa de alimentação Vf
Vf pode ser expresso em termos da profundidade vertical da ferramenta cortada na peça por minuto, ou pela distância que a ferramenta corta por revolução. Para a quantidade de alimentação da broca de canhão, consulte a Tabela 1. Normalmente, f = 0,01 ~ 0,032mm / r é selecionado. A taxa de avanço da broca da pistola é menor que a broca helicoidal.
Pressão do óleo 3.Coolant
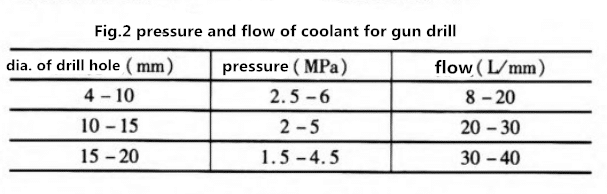
A escolha da pressão de óleo P (kg / cm2) está relacionada à descarga suave de resfriamento e cavacos, e tem grande influência na qualidade superficial do produto. A relação entre a pressão de corte e a taxa de vazão da furadeira é mostrada na Tabela 2.
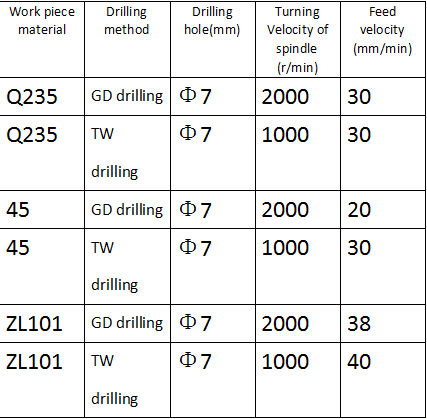
A Tabela 3 mostra as condições experimentais da broca de canhão no aço # 45, aço Q235 e liga de alumínio grau ZL101.
Dados experimentais
Depois de muitos experimentos, os valores de rugosidade superficial da entrada e saída dos três materiais são mostrados na Tabela 4.
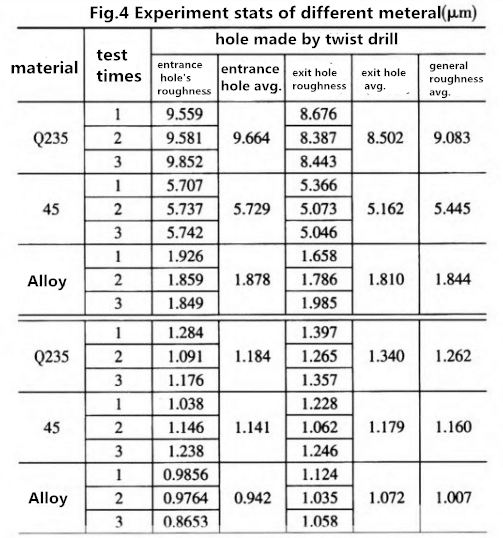
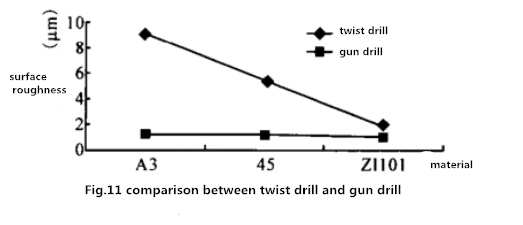
Como pode ser visto na tabela acima, a rugosidade da superfície do furo usinado da broca da pistola é menor do que a da broca helicoidal. Tanto a broca da pistola quanto a broca helicoidal podem fazer furos com uma pequena rugosidade no alumínio. Vale a pena notar que os chips produzidos pela broca helicoidal e o aço Q235 são em espiral. A broca de canhão é um cortador de ponta reta sem flautas em espiral, de modo que os cavacos que produz são em sua maioria em forma de folha. Dessa forma, os cavacos são curtos, a remoção de cavacos é fácil, a barra de faca não é enrolada e a parede do furo da peça não é arranhada. Além disso, como pode ser visto a partir da tabela acima, ao processar estes três materiais, a rugosidade superficial da perfuração da pistola está próxima, e a rugosidade do furo processado pela broca helicoidal é relativamente distante. Somente quando se processa em metais não ferrosos, o efeito de processamento das brocas helicoidais é mais próximo do das brocas de canhão, e as propriedades físicas dos metais não ferrosos são relativamente baixas. Em resumo, a qualidade de processamento das brocas de canhão deve ser superior às brocas helicoidais.
Então, por que isso está acontecendo? tem 2 motivos abaixo:
1. Brocas helicoidais produzem torque relativamente grande durante o processamento. Isso pode fazer com que a inclinação do eixo cause dificuldades de centralização. Neste momento, a torção da broca helicoidal pode causar rebarbas. A broca da pistola tem um guia de broca para posicionamento preciso. Portanto, os furos processados não têm substancialmente rebarbas.
2. A aresta de corte da broca de torção é mais longa, e a ranhura em espiral também aumenta a dificuldade de remoção de cavacos. O atrito do cavaco espiral arranha a parede do furo, que também é a causa do aumento da rugosidade. A broca de perfuração usa a evacuação de cavacos hidráulicos para lubrificar e remover o calor de corte. Protege a superfície da ferramenta e da peça de trabalho.
