
Ensiná-lo a identificar rapidamente os prós e contras de torneiras!
Existem muitas torneiras no mercado. Por causa dos diferentes materiais utilizados, o preço da mesma especificação também é bem diferente, de modo que o comprador parece um nevoeiro, não sei qual deles comprar. Aqui estão algumas maneiras simples de ensinar você:
No momento da compra (exceto para equipamento sem detecção, sem torneira com ranhuras) pode ser facilmente detectado (M6 é um exemplo):
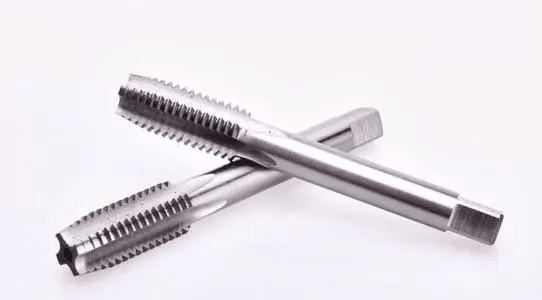
- Veja se o cortador de linha na extremidade frontal da ranhura da torneira é chanfrado uniformemente (chanfrado). Existe uma abertura rápida na ranhura de corte? O bom é um tipo positivo em forma de 7, e o mau é invertido 7 ou em forma de U (será causado duas vezes ao sair do fio) Corte, fácil de quebrar e afetar a precisão do fio);
- detecção de tratamento térmico: o cone de desenho é parabólico no ar (aproximadamente 5 metros) se está quebrado abaixo da baixa plana, a fratura indica que a fragilidade é grande;
- Quebre a torneira e veja que a fratura é obliquamente longa. As partículas moleculares (estrutura metalográfica 10.5 #) na fratura são finas, indicando que o tratamento térmico e material são boas, planas ou oblíquas, partículas moleculares (estrutura metalográfica) Espessura não é boa.
- para a qualidade da torneira depende principalmente do seu material original, tratamento térmico, tipo de ranhura, precisão, equipamentos, velocidade e material a ser processado, dureza, a qualidade da equipe operacional, etc., mais relevante! Ao selecionar a torneira, preste atenção especial ao material original da torneira, ao tratamento térmico e ao tipo de ranhura. Para diferentes furos de processamento, recomenda-se selecionar diferentes tipos de torneiras!
 Como usar a torneira?
Como usar a torneira?
Se for toque manual, primeiro localize e orifício inferior. O diâmetro do furo inferior é geralmente o diâmetro nominal do passo da torneira, como M5 * 0,8, e o diâmetro do furo inferior é 5-0,8 = 4,2 mm. Em seguida, chanfre o orifício inferior. A peça a ser usinada deve ser fixada. Em geral, o lado da peça que precisa ser tocada deve ser colocado horizontalmente ou verticalmente. Assim, ao tocar na rosca, é relativamente fácil julgar e manter a direção da derivação perpendicular à superfície da base da peça de trabalho.
Ao iniciar a batida, tente endireitar a torneira, depois use uma das mãos para pressionar o eixo da torneira e gire suavemente a dobradiça com a outra mão. Quando a torneira gira durante 1 a 2 voltas, observa-se pela frente ou pelo lado que a torneira está perpendicular à base da linha da peça de trabalho. Se necessário, pode ser corrigido por uma régua quadrada. Geralmente, depois de tocar o fio de 3 a 4 voltas, a direção da derivação é basicamente determinada. Se a derivação não estiver correta, a torneira pode ser desparafusada, corrigida pelos dois cones e, em seguida, o cone é tocado. Quando a parte de corte da torneira entra na peça de trabalho, não é mais necessário aplicar a força axial. posso.
Ao tocar na linha, cada vez que a dobradiça é girada, o toque da torneira não deve ser demais. Geralmente, é apropriado girar 1/2 ~ 1 volta a cada vez, e a derivação abaixo de M5 não deve ser mais do que 1/2 volta de cada vez; Quando fina linha ou segmento com alta precisão é necessária, a quantidade de alimentação deve ser reduzida de forma adequada a cada vez; a velocidade de extração do ferro fundido pode ser mais rápida do que a do aço batido, e cada vez que ele é parafusado, ele será invertido novamente. ½ golpe; ao tocar roscas mais profundas, o curso da rotação é maior, e ele precisa ser reciprocado várias vezes para quebrar as lascas, o que é bom para a remoção de cavacos e reduz a lascagem da aresta de corte para manter a afiação. A aresta de corte; ao mesmo tempo, o fluido de corte entra suavemente na peça de corte para desempenhar o papel de lubrificação de resfriamento.
Ao girar a dobradiça, as mãos do operador devem estar equilibradas, a força não deve ser muito forte e a oscilação esquerda e direita, caso contrário, será fácil rasgar a linha e fazer com que o furo rosqueado se expanda e se afunile.
Ao tocar no fio, se você se sentir muito trabalhoso, não deve tocar com força no fio. Inverta a torneira para remover o chip, ou use um cone duplo para cortar algumas voltas para reduzir a carga na parte de corte do cone da cabeça e, em seguida, continue a atacar com o cone. O fio ainda é muito difícil ou soa intermitentemente “estridente, ligeiramente”, se o corte não estiver normal ou a torneira estiver gasta, a abertura deve ser interrompida imediatamente para encontrar a causa, caso contrário a torneira pode quebrar.
Quando a rosca não estiver funcionando, quando o cone final estiver pronto, use a dobradiça para movimentar a torneira para afrouxar e soltar, depois use a mão para soltar a torneira. Não é adequado usar a dobradiça para desapertar a torneira. Em particular, você não pode usar uma mão para mover rapidamente a dobradiça. Gire a torneira, pois o orifício roscado e a torneira estão soltos e a dobradiça está pesada. Se a torneira for aparafusada, causará facilmente oscilações e vibrações, o que destruirá a aspereza da superfície do fio. Ao tocar na rosca do orifício de passagem, tente não fazer todas as torneiras na parte de calibração da derivação para evitar a expansão ou danificação das últimas roscas.
Ao bater com um conjunto de torneiras, após o fim do cone, o cone ou os três cones devem ser aparafusados manualmente nos furos roscados até que a rotação não seja aplicada, de modo que a dobradiça possa ser usada para impedir que o anterior seja desalinhado. A torneira bate na linha e cria um distúrbio. Ao tocar no orifício do parafuso, sempre remova a torneira e remova o chip para garantir o comprimento efetivo do furo roscado.
Ao tocar no orifício roscado por baixo do M3, se for uma peça de trabalho pequena, pode ser batida com uma mão com uma torneira ou com uma dobradiça especial de pega curta para evitar um ataque forte e evitar que a torneira se quebre.
