
Dez anos de masterização da coleção de experiência de usinagem CNC! Basta pegar!
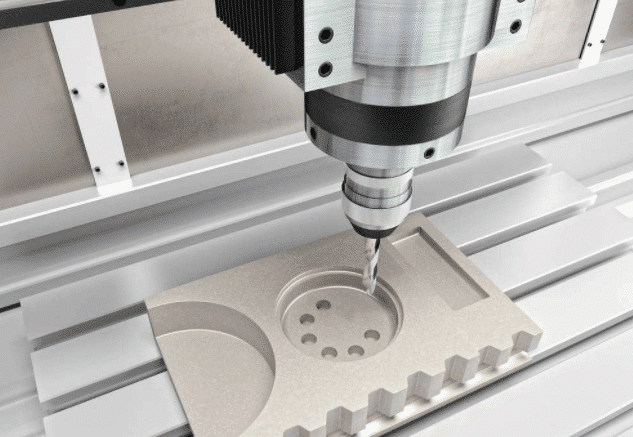
Na fábrica de moldes, o centro de usinagem CNC é usado principalmente para peças chave de molde, como núcleos e inserções de moldes e cobre e outros processamentos. A qualidade do molde e a inserção determinam diretamente a qualidade da parte moldada do molde. A qualidade do processamento de cobre limita diretamente o impacto do processamento de EDM. Para garantir a qualidade do processamento CNC, a chave está na preparação antes do processamento. Além de ter uma rica experiência de processamento e conhecimento de molde, devemos prestar atenção à boa comunicação, especialmente a comunicação com a equipe de produção e os colegas.
Processo de usinagem CNC
1) Leitura de desenhos e procedimentos
2) Transferir o programa correspondente para a máquina
3) Verifique a cabeça do programa, os parâmetros de corte, etc.
4) Determinação do tamanho e margem do processo na peça de trabalho
5) fixação razoável da peça de trabalho
6) Alinhamento preciso da peça de trabalho
7) Estabelecimento preciso de coordenadas da peça de trabalho
8) Seleção de ferramentas razoáveis e parâmetros de corte
9) Fixação razoável da ferramenta
10) método de corte de julgamento seguro
11) Observação do processo de processamento
12) Ajuste dos parâmetros de corte
13) Problemas no processo e feedback oportuno do pessoal correspondente
14) Detecção da qualidade da peça depois da usinagem
Precauções antes do processamento
1) Para o novo modelo, o mapa de processamento deve atender aos requisitos e os dados são claros; o mapa de processamento do novo modelo deve ter a assinatura do supervisor e as colunas do mapa de processamento são preenchidas.
2) A peça de trabalho tem uma marca qualificada para o departamento de qualidade.
3) Depois de receber a lista de programas, verifique se a posição de referência da peça de trabalho está de acordo com a posição de referência do desenho.
4) Observe cada requisito na folha de programa para confirmar se os requisitos de programa e desenho são consistentes. Se houver um problema, você deve resolver o problema junto com o programador e a equipe de produção.
5) De acordo com o material da peça de trabalho e seu tamanho, julgue a racionalidade da ferramenta usada pelo programador para abrir o programa de faca áspera ou leve.
Se a ferramenta não for razoável, o programador deve ser notificado imediatamente para fazer alterações para melhorar a eficiência da usinagem e a precisão da usinagem da peça de trabalho.
Precauções para fixação de peças de trabalho
1) Ao fixar a peça de trabalho, observe a posição da palheta e o comprimento da extensão da porca na placa de pressão. Além disso, o parafuso não pode ser embaixo quando o ângulo está travado.
2) Tonggong é geralmente usado para processamento de placa de bloqueio. Antes da máquina ser instalada, ela deve ser verificada em relação ao número de materiais na folha de programa. Ao mesmo tempo, verifique se o parafuso de fechamento está apertado.
3) Para o caso em que uma placa recebe várias peças de material de cobre, verifique se a direção está correta e se os materiais de cobre interferem durante o processamento.
4) De acordo com a forma da folha de programa e os dados do tamanho da peça de trabalho, é necessário observar que os dados de tamanho da peça de trabalho são gravados como XxYxZ. Ao mesmo tempo, se houver um mapa de peças, os gráficos da folha de programa e a figura do desenho das peças devem ser verificados. Seja consistente, preste atenção em qual direção sair e no eixo X, Y do pêndulo.
5) Ao fixar a peça de trabalho, é necessário verificar se o tamanho da peça atende aos requisitos de tamanho da folha de programa. Se houver um desenho de peça, é necessário verificar se o tamanho da folha de programa é o mesmo que o tamanho do desenho das peças.
6) A bancada de trabalho e a parte inferior da peça de trabalho devem ser limpas antes de a peça de trabalho ser colocada na máquina. Aplique a pedra de óleo na mesa da máquina e na superfície da peça de trabalho para empurrar as rebarbas e a posição danificada.
7) Quando o código estiver codificado, certifique-se de que o chip não seja danificado pela faca e comunique-se com o programador, se necessário. Ao mesmo tempo, se o bloco de fundo for quadrado, o código deve estar alinhado com o quadrado do bloco para atingir o objetivo do equilíbrio de força.
8) Ao usar um grampo de torno, você deve conhecer a profundidade da ferramenta para evitar que ela seja muito longa ou muito curta.
9) Os parafusos devem ser incluídos no bloco em forma de T. Não use apenas uma parte da discussão. Se o parafuso for conectado, os parafusos superior e inferior devem usar a rosca da meia articulação. A rosca da porca na placa de pressão deve ser completamente usada. Fio.
10) Ao determinar o número de profundidade Z, você deve ver a posição do número de toque único do programa e os dados do ponto mais alto de Z. Depois de inserir os dados na máquina-ferramenta, você deve verificá-la novamente.
Precauções para ferramentas de fixação
1) Deve ser firmemente preso e não muito curto no cabo.
2) Antes de cada escavadeira, verifique se a ferramenta atende aos requisitos. O comprimento das facas deve ser determinado de acordo com a profundidade de usinagem indicada pelo programa. Geralmente, deve ser um pouco mais longo que o valor da profundidade de usinagem de 2mm e a haste deve ser considerada.
3) Se você encontrar uma profunda profundidade de processamento, poderá se comunicar com o programador. Se você quiser usar a faca duas vezes, você deve primeiro obter metade do comprimento de 2/3 e, em seguida, esperar mais quando for para uma posição mais profunda. Isso pode melhorar a eficiência do processamento.
4) Ao usar o cabo de extensão, você deve conhecer especialmente a profundidade da faca inferior e o comprimento necessário da faca.
5) Antes da cabeça de corte ser instalada na máquina, sua posição de ajuste cônico é limpa com um pano de limpeza e a posição correspondente da luva da máquina-ferramenta também é limpa para evitar que as limalhas de ferro na superfície de contato afetem a precisão e danifiquem a máquina. máquina-ferramenta.
6) Geralmente, o comprimento da ferramenta é usado para o comprimento da ferramenta (no caso da faca no caso especial), a ordem do programa deve ser verificada com cuidado.
7) Quando o programa é interrompido ou reparado, é necessário prestar atenção se a profundidade pode ser conectada com a frente. Em circunstâncias normais, a linha pode ser ajustada para cima em 0,1 mm e ajustada de acordo com a situação.
8) Girar e remover a cabeça de corte. Se for usado fluido de corte solúvel em água, ele deve ser imerso em óleo lubrificante por várias horas a cada meio mês para manutenção, para que as partes internas da cabeça de corte possam ser lubrificadas sem desgaste.
Precauções para corrigir o alinhamento da peça de trabalho
1) Quando a peça de trabalho é rebocada, você deve prestar atenção à verticalidade, enquanto arrasta e depois arrasta a aresta vertical.
2) Quando a peça de trabalho está dividida, ela deve ser verificada duas vezes.
3) Após o número de acertos, o tamanho médio deve ser fornecido de acordo com o programa e o tamanho no mapa de peças deve ser verificado.
4) Todas as peças de trabalho devem ser divididas em subcentros. A posição zero deve ser dividida nos subcentros e depois movida para o lado. Deve-se assegurar que os saldos de ambos os lados sejam consistentes. Se um caso especial deve ser tomado unilateralmente, ele deve ser confirmado pela equipe de produção antes que possa passar. Depois que o número unilateral é tomado, lembre-se do raio da barra na compensação traseira.
5) A entrada zero do centro da peça de trabalho deve ser igual ao centro de três eixos do diagrama do computador da estação de trabalho.
Considerações de processamento
1) Quando a quantidade da superfície superior da peça de trabalho for muito grande, use uma faca grande para remover manualmente a quantidade restante e lembre-se de não ser profunda.
2) O processamento mais importante é a primeira faca. Se você operar e verificar cuidadosamente, poderá saber se a compensação do comprimento da ferramenta, a compensação do raio da ferramenta, o programa, a velocidade, etc. estão errados, para evitar danos à peça de trabalho, ferramenta e máquina operatriz.
3) Experimente o procedimento da seguinte maneira:
a) A altura do primeiro ponto é de até 100mm, e é correto usar o olho para senti-lo;
b) controlar o “deslocamento rápido” para 25% e alimentar para 0%;
c) Quando a ferramenta se aproxima (cerca de 10 mm) da superfície de trabalho, a máquina é suspensa;
d) verifique o curso restante e o programa está correto;
e) Depois de ligar novamente a energia, coloque uma mão na pausa, pronta para parar a qualquer momento, e a outra mão controla a velocidade de alimentação;
f) Quando a ferramenta está muito próxima da superfície da peça de trabalho, ela pode ser parada novamente. O curso restante do eixo Z deve ser verificado.
g) Após a usinagem ser suave e estável, retorne o controle ao estado normal.
4) Depois de inserir o nome do programa, use a caneta para copiar o nome do programa na tela e, em seguida, verifique com o programa. Ao abrir o programa, verifique se o tamanho da ferramenta no programa corresponde à lista de programas e assine o processador no programa. Preencha o nome do arquivo e o tamanho da ferramenta na coluna e não a preencha depois ou antes.
5) Em princípio, a mecânica NC não deve sair quando a peça de trabalho for desbastada. Se você precisar trocar a faca ou ajudar a ajustar outras máquinas-ferramentas, você deve perguntar a outros membros da equipe NC ou verificar regularmente.
6) Ao fazer luz média, o mecânico NC deve prestar atenção especial ao local onde a abertura não está aberta quando o espessamento é feito para evitar que a ferramenta atinja esta área.
7) Programar o corte. Se o programa quebrar durante o processamento e perder muito tempo desde o início, o líder da equipe e o programador devem ser notificados para modificar o programa e cortar a parte que foi feita.
8) O programa está anormal. Se o programa tiver uma situação diferente e não tiver certeza, você pode desligar para observar o processo e decidir a próxima ação.
9) A velocidade e a velocidade fornecidas pelo programador durante o processo de usinagem podem ser ajustadas pela mecânica NC, conforme apropriado. No entanto, deve-se dar atenção especial ao fato de que pequenos pedaços de cobre não podem ser abertos em alta velocidade para evitar o afrouxamento da peça devido a choques.
10) Durante a usinagem da peça de trabalho, o mecânico NC deve verificar com o desenho das peças para ver se há alguma condição anormal. Uma vez que os dois são inconsistentes, o líder da equipe deve ser imediatamente desligado para verificar se há algum erro.
11) Ao utilizar uma ferramenta com um comprimento superior a 200mm, é necessário ter em atenção a margem e a profundidade da alimentação, a velocidade da alimentação, etc., para evitar as facas, e a velocidade de avanço. o canto deve ser controlado.
12) O operador deve ser responsável por detectar o diâmetro da ferramenta na folha de programa. Ao mesmo tempo, o diâmetro do teste deve ser registrado. Se a tolerância for excedida, ela deve ser imediatamente informada ao líder da equipe ou à troca de ferramentas.
13) Quando a máquina operatriz está em operação automática ou disponível, o operador deve ir até a estação de trabalho para aprender sobre a programação de usinagem restante, preparar e retificar a ferramenta apropriada para a próxima usinagem em espera para evitar tempo de parada.
14) Erros de processo são as principais razões para desperdiçar tempo: uso incorreto de ferramentas impróprias, erros de processamento, perda de tempo em locais onde não é necessário processamento de usinagem ou computador, uso indevido das condições de usinagem (baixa velocidade, faca vazia), o caminho da faca é muito denso, a alimentação é muito lenta, etc.), os eventos acima podem ser contatados durante a programação.
15) Durante o processo de usinagem, atenção deve ser dada ao desgaste da ferramenta. A lâmina ou ferramenta deve ser substituída adequadamente. Depois de substituir a lâmina, preste atenção se o limite da usinagem é consistente.
Processando precauções
1) Confirme que cada procedimento e cada instrução exigida pelo procedimento foram concluídos.
2) Após a conclusão do processamento, é necessário verificar se a forma da peça atende aos requisitos e, ao mesmo tempo, o autoteste do tamanho da peça é executado de acordo com o desenho da peça ou o desenho do processo, e o erro é encontrado no tempo.
3) Verifique a posição da peça de trabalho quanto a qualquer anormalidade. Em caso de dúvida, notifique o líder da equipe do NC.
4) O grande grupo de peças deve ser notificado ao líder da equipe, programador e líder da equipe de produção.
5) Preste atenção à segurança quando a peça de trabalho estiver fora da máquina, especialmente quando a peça de trabalho estiver fora da máquina, a peça de trabalho e a máquina NC deverão estar protegidas.
Diferentes tratamentos de requisitos de precisão de processamento
A qualidade da superfície da luz polida:
1) molde do núcleo, inserir
2) Tonggong
3) furo do suporte da placa do dedal e outros lugares para evitar vagas
4) Elimine a vibração da faca
O tamanho da luz fina:
1) tamanho mensurável deve ser estritamente realizada após o processamento de auto-teste
2) Considere a perda da ferramenta durante o processamento a longo prazo, especialmente a posição de vedação.
3) A luz fina deve usar tanto quanto possível novas ferramentas de metal duro
4) Determine o módulo da lente depois de terminar a luz de acordo com os requisitos de processamento
5) Confirmação da qualidade após processamento e qualidade
6) Controle a perda de ferramentas durante o processamento do selante, dependendo dos requisitos de processamento
Entregar
1) Confirme o funcionamento do trabalho, incluindo a situação de processamento, as condições do molde, etc.
2) Confirme que o equipamento de trabalho do turno é normal.
3) Outras transferências e confirmações, incluindo desenhos, planilhas de programas, ferramentas, medidores, acessórios, etc.
Acabamento no local de trabalho
1) Execute de acordo com os requisitos 5S.
2) As ferramentas, ferramentas de medição, acessórios, peças de trabalho, ferramentas, etc. são colocados de forma organizada.
3) Limpeza da máquina operatriz.
4) Limpeza do piso do local de trabalho.
5) Retornando a ferramenta processada, a ferramenta inativa e a ferramenta de medição.
6) As peças processadas são enviadas para a inspeção do produto ou para o departamento correspondente.

