
It is blisk and impellers(B&I) that supply the powerful power generated by turbine engine to propel aircraft forward. It’s made of titanium alloy, a typical difficult-to-machining material.
Difficulties in processing
1. Impeller’s size is generally very large. The outer diameter of its contour is up to Φ1200mm. Therefore, machining of impeller requires larger processing equipment.
2. The wall thickness of the blade leads to its weak rigidity, which is easy to generate flutter and deformation of cutters during processing.
3. The material of the whole blisk is mostly titanium alloy or heat-resist alloy, which is difficult to process. The consumption of cutting tools for blisk and impeller is almost 6 to 7 times as that is costed for typical material. Besides, some elements are added into B&I for special purposes, such as Ni for tensile strength under high temperature, Cr for rigidity. With these elements the material of B&I become more similar to tungsten carbide in the level of chemistry, which will result in negative chemical reaction that causing damage to cutting tools.
Processing steps
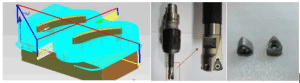
1. Roughing
Roughing on impellers is to remove 70%~80% in quantity of the workpiece that needs to be cut off. Roughing on whole blisk is to do cavity milling at high feed rate. The following picture shows the CNC tool used for roughing.
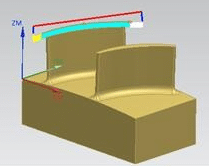
2.Semi-finish
This step prepares for the next precision finish. It makes the blisk body even and clean the turning part of the connection between impeller and blisk. Semi-finish on whole blisk is to do profile milling.
3.Fine finish
The purpose of fine finishing is to ensure the good machining quality and dimension’s accuracy. Fine finishing will ultimately determine that if the item will meet its application. For instance, As an impeller with thickness of 5mm and length of 70mm, its surface roughness should be controlled under Ra1.6. with 5-axis NC machining, which should happen in a single step.
Strategies to select suitable machining tools
- Heat in cutting is the primary factor to be concerned. That’s because some harmful cracks might form by the heat on carbide tool’s surface. The more cracks there are, the more risk of tool’s breakage will be. Apply TiC and TiN coating is the conventional approach to effectively avoid that situation.
- In addition, Adopting cutting tools with coolant ought to be considered.
- Carefully choose suitable cutting depth, tool geometry, tool bar length in coordinate with properties of CNC lathe.
- contour milling of titanium alloy parts often applied in semi-finishing and finishing after roughing. standard taper ball end mills could be adopted in slot milling. Wavy flute endmill will improve the performance of chip breaking, and achieve vibration reduction in blisk channelUneven pitch endmills and front wavy edge endmills, be applied in the cavity milling, lateral milling slot milling. End milling along the streamline direction of the blade by adopt ball-nose endmill, gradually producing curved surface. Radius cutting angle of end mills should be 35° to 50°,which can usefully transmit the heat in cutting and take chips away.