

Algumas fresas CNC que a usinagem CNC deve dominar, como facas circulares redondas, facas esféricas, etc.
1. Introdução da ferramenta
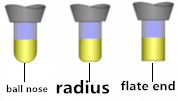
As ferramentas de usinagem CNC devem adaptar-se à alta velocidade, alta eficiência e alto grau de automação das máquinas-ferramentas CNC. As fresas CNC são principalmente divididas em facas de fundo chato (fresas de topo), facas de ponta redonda e facas esféricas, como mostrado na Figura 1-1. Eles são divididos em facas de aço branco, facas voadoras e facas de liga. No processamento real da fábrica, as facas mais usadas são D63R8, D50R6, D35R5, D35R0.8, D30R5, D25R5, D20R4, D20R0.8, D16R0.8, D12, D10, D8, D6, D4, D3, D2 , D2, D1.5, D1, D0.5, D10R0.5, D8R0.5, D6R0.5, D4R0.5, R5, R4, R3, R2.5, R2, R1.5, R1 e R0.5 .
Figura 1-1 Fresa CNC
(1) faca de fundo plano: usado principalmente para desbaste, acabamento plano, acabamento de forma e processamento de ângulo claro. A desvantagem é que a ponta é fácil de usar e afeta a precisão da usinagem.
(2) Faca de nariz redondo: É usado principalmente para desbaste, acabamento plano e acabamento lateral de moldes, especialmente adequado para desbaste de moldes com alta dureza.
(3) Facas esféricas: utilizadas principalmente para semi-acabamento e acabamento não plano.
2. Uso de ferramentas
Na usinagem CNC, a escolha da ferramenta está diretamente relacionada à precisão do processamento, à qualidade da superfície usinada e à eficiência de processamento. Escolher a ferramenta certa e definir parâmetros de corte razoáveis permitirá que a usinagem CNC atinja a melhor qualidade de usinagem com o menor custo e no menor tempo possível. Em suma, o princípio geral da seleção de ferramentas é: fácil instalação e ajuste, boa rigidez, durabilidade e alta precisão. Sob a premissa de atender aos requisitos de processamento, tente escolher um porta-ferramenta menor para melhorar a rigidez do processamento da ferramenta.
Ao selecionar uma ferramenta, o tamanho da ferramenta deve ser adaptado ao tamanho do espaço em branco. Se o tamanho da cavidade for 80 × 80, a ferramenta como D25R5 ou D16R0.8 deve ser selecionada para desbaste; se o tamanho da cavidade for maior que 100 × 100, a faca de vôo D30R5 ou D35R5 deve ser selecionada para abertura; Se a cavidade for maior que 300 × 300, escolha uma faca de vôo com diâmetro maior que D35R5 para desbaste, como D50R6 ou D63R8. Além disso, a escolha da ferramenta é determinada pela potência da máquina. Por exemplo, uma fresadora CNC ou centro de usinagem com uma pequena potência não pode usar uma ferramenta maior que D50R6.
Na usinagem real, a fresa de topo, a saliência, a ranhura, etc. do contorno da parte plana são freqüentemente selecionados pela fresa de topo; a superfície, a superfície lateral e a cavidade da usinagem de desbaste da fresa com o inserto de metal duro são selecionadas; a fresa esférica é selecionada. A faca nariz redondo tem uma forma de contorno inclinado.
3. Ajuste do parâmetro de corte da ferramenta
O princípio da seleção razoável da quantidade de corte é: quando o desbaste, geralmente é para melhorar a eficiência da produção, mas o custo econômico e de processamento também deve ser considerado; em semi-acabamento e acabamento, sob a premissa de garantir a qualidade do processamento, levando em consideração a eficiência de corte, economia e custos de processamento. Os valores específicos devem ser baseados no manual da máquina, no manual de quantidade de corte e na experiência.
Com a ampla aplicação de máquinas-ferramenta CNC na prática de produção, a programação CNC tornou-se um dos principais problemas na usinagem CNC. No processo de programação do programa NC, é necessário selecionar a ferramenta e determinar a quantidade de cortes no estado de interação humano-computador. Portanto, o programador deve estar familiarizado com o método de seleção da ferramenta e com o princípio de determinar a quantidade de corte, de modo a garantir a qualidade de processamento e eficiência de processamento da peça, dar o jogo completo para as vantagens da máquina-ferramenta CNC, e melhorar a eficiência econômica e o nível de produção da empresa.
A Tabela 1-1 e a Tabela 1-2 listam as configurações dos parâmetros da faca voadora e da faca de liga respectivamente. Estes parâmetros de corte são apenas para referência. A quantidade real de corte deve ser determinada de acordo com o desempenho específico da máquina, formato e material da peça, condição de fixação, etc. Faça ajustes).
Quanto maior o diâmetro da ferramenta, mais lenta a velocidade; para o mesmo tipo de ferramenta, quanto maior a barra de ferramentas, menor será o tamanho da faca, caso contrário, será fácil cortar e causar o corte excessivo.
Tabela 1-1 Configurações de parâmetro da faca voadora
| Tipo de ferramenta | Profundidade máxima de processamento (mm) | Comprimento comum (mm) | Alongamento normal (mm) | Velocidade do fuso (/ m) | Taxa de alimentação (mm / min) | Comendo faca (mm) |
| D63R8 | 130/300 | 150 | 320 | 700 ~ 1000 | 2500 ~ 4000 | 0,2 ~ 1 |
| D50R6 | 100/230 | 120 | 250 | 800 ~ 1500 | 2500 ~ 3500 | 0,1 ~ 0,8 |
| D35R5 | 150/200 | 180 | 300 | 1000 ~ 2200 | 2200 ~ 3000 | 0,1 ~ 0,8 |
| D30R5 | 100/150 | 150 | 180 | 1500 ~ 2200 | 2000 ~ 3000 | 0,1 ~ 0,5 |
| D25R5 | 70/150 | 120 | 180 | 1500 ~ 2500 | 2000 ~ 3000 | 0,1 ~ 0,5 |
| D25R0.8 | 80/150 | 120 | 180 | 1500~2500 | 2000~2800 | 0.1~0.3 |
| D20R0.8 | 70/150 | 100 | 180 | 1500 ~ 2500 | 2000 ~ 2800 | 0,1 ~ 0,3 |
| D17R0.8 | 70/130 | 100 | 180 | 1800 ~ 2500 | 1800 ~ 2500 | 0,1 ~ 0,3 |
| D12R0.8 | 60/90 | 90 | 120 | 2000 ~ 3000 | 1800 ~ 2500 | 0,1 ~ 0,2 |
| D16R8 | 60/100 | 100 | 150 | 2000 ~ 3000 | 2000 ~ 3000 | 0,1 ~ 0,4 |


Os parâmetros das facas voadoras acima só podem ser usados como referência, porque os parâmetros dos diferentes materiais das facas voadoras também são diferentes, e o comprimento da faca voadora produzida por diferentes fábricas de ferramentas é ligeiramente diferente. Além disso, os valores dos parâmetros da ferramenta também são diferentes, dependendo do desempenho da fresadora CNC ou do centro de usinagem e do material a ser usinado. Portanto, os parâmetros da ferramenta devem ser definidos de acordo com as condições reais da fábrica. A faca de vôo tem boa rigidez e uma grande quantidade de faca, o que é mais adequado para a abertura do molde branco. Além disso, a qualidade da superfície afiada da faca voadora também é muito boa. A faca voadora é feita principalmente de facas e não possui bordas laterais. Como mostrado abaixo
Tabela 1-2 Configurações dos parâmetros do Alloy knife
| Tipo de ferramenta | Profundidade máxima de processamento (mm) | Comprimento normal (mm) comprimento da lâmina / faca | Alongamento normal (mm) | Velocidade do fuso (r / m) | Taxa de alimentação (mm / min) | Comendo faca (mm) |
| D12 | 60 | 30/80 | 35/100 | 1800 ~ 2500 | 1500 ~ 2500 | 0,1 ~ 0,5 |
| D10 | 55 | 25/75 | 30/100 | 2500 ~ 3000 | 1500 ~ 2500 | 0,1 ~ 0,5 |
| D8 | 45 | 20/70 | 25/100 | 2500 ~ 3000 | 1000 ~ 2500 | 0,1 ~ 0,5 |
| D6 | 30 | 15/60 | 20/100 | 2500 ~ 3000 | 700 ~ 2000 | 0,1 ~ 0,3 |
| D4 | 25 | 11/50 | 11/100 | 2800 ~ 4000 | 700 ~ 2000 | 0,1 ~ 0,3 |
| D2 | 10 | 5/50 | Não existe | 4500 ~ 6000 | 700 ~ 1500 | 0,05 ~ 0,1 |
| D1 | 5 | 2/50 | Não existe | 5000 ~ 10000 | 500 ~ 1000 | 0,05 ~ 0,1 |
| R6 | 60 | 22/80 | 22/100 | 1800 ~ 3000 | 1800 ~ 2500 | 0,1 ~ 0,5 |
| R5 | 55 | 18/75 | 18/100 | 2500 ~ 3500 | 1500 ~ 2500 | 0,1 ~ 0,5 |
| R4 | 45 | 14/60 | 14/100 | 2500 ~ 3500 | 1500 ~ 2500 | 0,1 ~ 0,35 |
| R3 | 30 | 12/50 | 12/100 | 3000 ~ 4000 | 1500 ~ 2500 | 0,1 ~ 0,3 |
| R2 | 25 | 8/50 | 8/100 | 3500 ~ 4500 | 1500 ~ 2000 | 0,1 ~ 0,25 |
| R1 | 10 | 5/50 | Não existe | 3500 ~ 5000 | 800 ~ 1500 | 0,05 ~ 0,15 |
| R 0,5 | 5 | 2/50 | Não existe | 5000 以上 | 500 ~ 1000 | 0,05 ~ 0,08 |
A faca de liga tem boa rigidez e não é fácil de produzir facas. É o melhor para terminar o molde. As facas de liga têm a mesma borda lateral das facas de aço branco. As bordas laterais são usadas frequentemente ao terminar a parede reta de cobre.