
Hoje você terá uma idéia aproximada do que é knurling e knurling definition.
A definição recartilhada é um processo para rolar padrões de forma reta, losango ou forma esférica em peça de trabalho, que pode ser realizada em ferramentas manipuladoras ou tornos. A razão para criar entalhes nas partes recartilhadas é para uma melhor compreensão do que a superfície escorregadia original para as mãos ou a ferramenta de fixação agarrar. De um modo geral, o resultado ideal após knurling depende de muitos fatores, tais como técnica utilizada, material processado, dimensões de peças de trabalho e roda de recartilhamento, alimentação e taxa de velocidade, etc. Aqui, gostaríamos de orientá-lo sobre o que é knurling processo em 5 pontos de vista neste artigo que consiste em palavras que exigem cerca de 5 minutos de tempo de leitura.

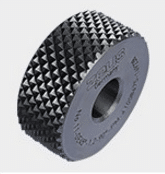
Tipos de padrões
Existem padrões de recartilhamento que podem ser categorizados em linhas retas, angulares e entrecruzadas. Entre eles, o tipo cruzado inclui rômbico e quadrado esses dois tipos, o que significa 30 graus e 45 graus. Existem projetos métricos e britânicos que comumente aplicamos. O valor em polegadas refere-se ao número de dentes por polegada. Enquanto no sistema métrico eles convertem em números decimais. Por exemplo, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 1,0, 1,2, 1,4, 1,6 e assim por diante.
Valor de referência do espaçamento entre os dentes do padrão, unidade: mm
| 0.2 | 0.3 | 0.4 | 0.5 |
| 0.628 | 0.942 | 1.257 | 0.571 |
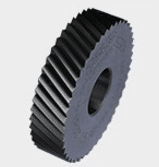
Especificações de roda knurling
De acordo com os diferentes diâmetros, larguras e padrões, as rodas recartilhadas são divididas em especificações.
Temos 15, 20, 25 e 30 (em mm) como diâmetros comuns das rodas recartilhadas e 6, 8, 10, 12, 15, 20 como larguras variantes.
Forma knurling roda e corte roda knurling
Existem dois tipos diferentes de processo de recartilhamento: Forma recartilhada e recartilhada.
Forma knurling produz superfície principalmente comprimida pelo processo de não corte. A principal diferença entre recartilhar e formar recartilha é que existem algumas arestas cortantes geradas apenas por recartilhamento de corte. Nós fizemos o seguinte gráfico para indicar uma comparação de suas performances.
| Corte knurling | Forma knurling | |
| Material processado | Praticamente qualquer material, incluindo plástico e ferro fundido | Material de conformação a frio com parede grossa em qualquer posição |
| Impacto no material da peça de trabalho | menos ou nenhuma deformação | Aumentar o diâmetro externo |
| Parâmetros knurling do torno | Permitir maior velocidade de corte e alimentação | Velocidade de corte e taxa de avanço mais lentas |
| Impacto no torno | Menos pressão no torno | Aplique grande pressão no torno |
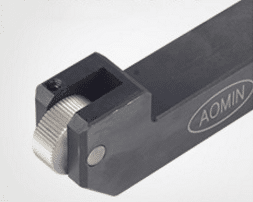
Tipos de Hob
A operação de recartilhamento requer um cabo de faca equipado com uma roda recartilhada. A faca pode ser comprada diretamente, ou a roda recartilhada pode ser comprada e feita por si mesmo.
Geralmente há roda única, dupla roda e seis rodas.
O tipo de roda única é instalar uma roda de flores em um cabo de faca.
O tipo de roda dupla é um par de rodas de flor superior e inferior montadas em um cabo de faca, geralmente consistindo de duas rodas de sarja opostas.

Seis rodas é que existem três grupos de porta-ferramentas de rodas duplas, que podem converter diretamente diferentes combinações de padrões.
Precauções de processamento e operação de knurling
1. Porque ao rolar no torno a força é muito grande, a peça de trabalho deve estar firmemente presa.
2. A instalação de ferramentas de recartilhamento deve ser inclinada em 3 a 5 graus. Desta forma, a superfície de contato inicial entre o rolo e a peça de trabalho é estreitada para obter um processo de recartilhamento suave.
3. O início do recartilhamento é uma preocupação, que não requer a interposição do feed inicial. Só assim a peça de trabalho pode pressionar o padrão de uma só vez. Depois que o padrão é rolado claramente, a roda segue os seguintes passos. Caso contrário, é fácil gerar quebra na superfície e criar um padrão desordenado.

4. Ao usar a roda dentada de corte, deve-se prestar atenção à lubrificação da superfície usinada, para evitar o dano do padrão causado pelo acúmulo de aparas na ranhura da placa durante a laminação. A folga do rolo não deve ser muito grande, caso contrário, a oscilação radial e o movimento axial ocorrerão.

5. A circunferência da peça de trabalho (π × D) não é necessariamente um múltiplo integral do passo da faca (t) ao rolar uma linha reta. Caso contrário, pode fazer com que o padrão seja embaralhado devido à não coincidência dos trilhos rolantes após a rotação. Em seguida, a pressão das linhas pautadas rolantes deve ser grande (a rigidez da máquina operatriz e da peça de trabalho é permitida). Para formar linhas mais profundas e mais largas em torno da peça de trabalho no início do segundo círculo, os dentes da placa podem cair na ranhura da peça de trabalho. O rolamento contínuo pode dispersar os erros de desalinhamento em ranhuras mais profundas e mais largas.
6. A máquina-ferramenta não é fácil de operar muito rápido. A velocidade geral é de 185 r / min a 230 r / min e a taxa de avanço é de 0,22 mm / r a 0,24 mm / r. Rolando é o mesmo em tornos automáticos. Ao projetar o came, é necessário que a faca seja cortada diretamente no diâmetro da base do padrão prescrito após a faca entrar em contato com a superfície da peça de trabalho e, em seguida, retirar a faca imediatamente após permanecer entre 10 e 15. Se estiver em funcionamento, deixe a faca andar horizontalmente imediatamente após o corte no diâmetro inferior do padrão. Quando atinge a distância prescrita, também deve retirar a faca imediatamente. Caso contrário, depois de ficar mais, ele irá produzir uma marca de faca e destruir a forma da superfície do padrão.
7. Pressione o padrão de rede no torno automático, desde que a largura do padrão não exceda a largura do rolo, a roda de padrão de rede pode ser rolada diretamente. Se o padrão da peça de trabalho exceder o comprimento da roda, a roda composta deve ser usada para percorrer o padrão.
Espero que você tenha deixado claro o que é knurling e knurled definition. Se houver alguma dica ou detalhe que perdemos por favor, discuta conosco no comentário.