
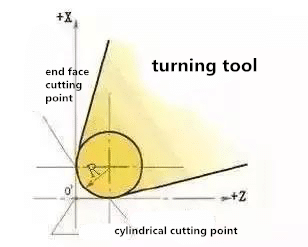
Mostrado na figura abaixo, o raio do canto é formado pela aresta de corte principal da linha cruzada e aresta de corte lateral, que também é chamada de raio da aresta.
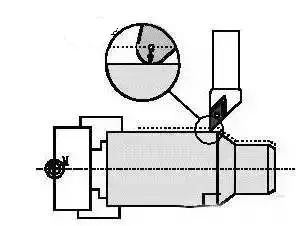
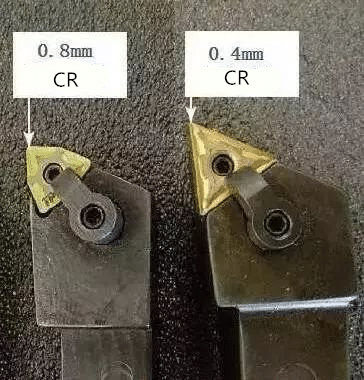
No processo de corte, para melhorar a resistência da ponta da ferramenta e reduzir a rugosidade da superfície da máquina, geralmente existe uma aresta de transição de arco circular na ponta da ferramenta. Além disso, a lâmina geral não retificada possui um arco como transição com determinado raio. Mesmo sendo uma ponta de torneamento exclusivamente afiada, ainda possui um certo chanfro arqueado. Não há canto absoluto em qualquer ponta de viragem.
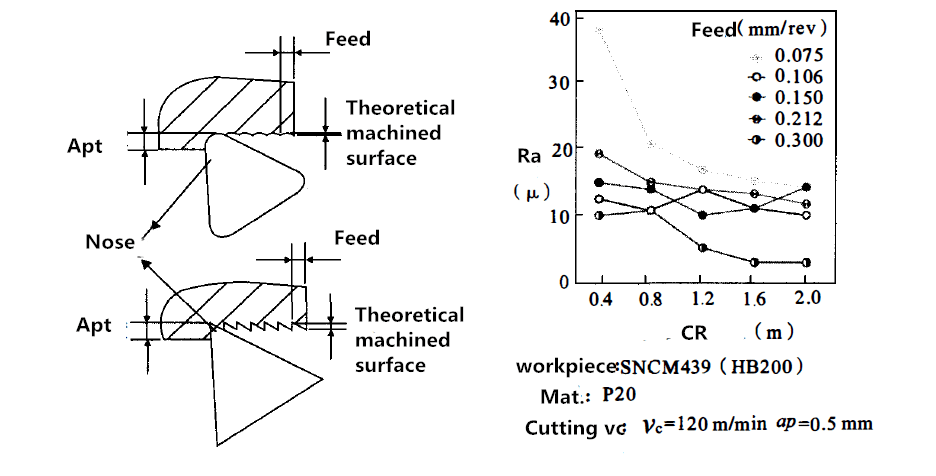
Por meio da comparação na Figura 1, pode-se ver que o raio da ponta da ferramenta e o avanço por rotação têm o maior impacto na rugosidade da superfície da peça de trabalho. Para atingir os requisitos teóricos de rugosidade da superfície, o raio da ponta da ferramenta e a taxa de avanço corretos deve ser selecionado. A figura abaixo é uma tabela de referência da relação entre os valores desses três elementos. Geralmente, o raio do canto da ponta da ferramenta é adequado para três a quatro vezes a taxa de avanço.
| f | Rá | |||||
| r | 0.4 | 0.8 | 1.2 | 1.6 | 2.0 | |
| 1.6 | 0.07 | 0.1 | 0.12 | 0.14 | 0.16 | |
| 3.2 | 0.1 | 0.14 | 0.18 | 0.2 | 0.23 | |
| 6.3 | 0.14 | 0.2 | 0.25 | 0.28 | 0.32 | |
| 12.5 | 0.2 | 0.28 | 0.35 | 0.4 | 0.45 | |
| 25 | 0.28 | 0.4 | 0.49 | 0.56 | 0.63 |
r raio do canto mm
f alimentação máxima por Rot. Milímetros
Ra Rugosidade μm
Para a seleção do raio da ponta da ferramenta e o avanço por rotação, também pode ser determinado pela fórmula empírica teórica (1).
Ra=f2/r*125
Em que:
Ra (μm) – rugosidade da superfície;
f(mm/rev) – avanço por revolução;
r (mm) – o raio do arco da ponta da ferramenta;
125 — constante.
Substituindo o valor definido do raio da ponta da ferramenta e a quantidade de avanço (1), podemos calcular a rugosidade teórica da superfície e também a rugosidade da superfície.
Ex.: O raio do arco da ponta da ferramenta é 0,8 mm e a taxa de avanço é
0,2 mm/r, substituindo a fórmula (1) para a rugosidade teórica da superfície.
Ra=0,22/0,8*125=6,25μm
A rugosidade teórica da superfície é: 6,25 μm
Vale ressaltar que se o raio for muito grande, ocorrerá vibração devido ao contato excessivo entre a ferramenta e a peça. Por outro lado, se o raio for muito pequeno, a ponta ficará fraca e se desgastará rapidamente. Precisa reafiar com frequência. Portanto, o raio do filete é geralmente de 0,3 a 0,4 mm.
Compensação do raio do cone (raio da aresta)
Ao usinar tornos CNC, é necessário compensar o raio do canto.
Na programação, a ponta da ferramenta é geralmente considerada como um ponto, mas na prática existe um canto arredondado. Quando a superfície, como a face final, o diâmetro externo, o diâmetro interno e similares, que é paralela ou perpendicular ao eixo, é processada por um programa programado de acordo com o ponto de ponta teórico, nenhum erro ocorre.
No entanto, no processamento real, haverá corte excessivo e corte múltiplo. Discutiremos as duas situações a seguir:
- Face final de torneamento e faces cilíndricas internas e externas
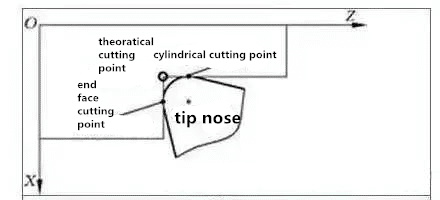
A figura abaixo mostra a ponta de um arco circular e sua orientação. O ponto da ponta da ferramenta usado para programação e ajuste da ferramenta é o ponto ideal da ponta da ferramenta. Devido à presença do arco da ponta da ferramenta, o ponto de corte real é o ponto tangente do arco da aresta da ferramenta e a superfície de corte. Ao girar a face final, o ponto de corte real do arco da ponta da ferramenta é o mesmo que a coordenada Z do ponto ideal da ponta da ferramenta; quando os furos externos e internos do carro são usados, o valor da coordenada X do ponto de corte real e o ponto ideal da ponta da ferramenta são os mesmos. Portanto, não é necessário realizar a compensação do raio da ponta da ferramenta ao tornear a face final e as faces cilíndricas interna e externa.
2) Girando a superfície cônica e a superfície do arco ao usinar a superfície cônica e a superfície do arco
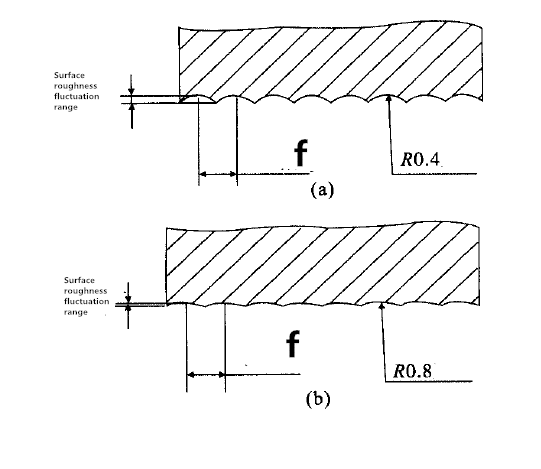
Quando o caminho de usinagem não é paralelo ao eixo da máquina, há um desvio de posição entre o ponto de corte real e o ponto ideal da ponta da ferramenta nas direções das coordenadas X e Z. A influência do raio da ponta da ferramenta na precisão da usinagem é mostrada na figura abaixo. Se programado com um ponto de ponta de ferramenta ideal, haverá menos corte ou sobrecorte, resultando em erros de usinagem. Quanto maior o raio do arco da ponta da ferramenta, maior o erro de usinagem.
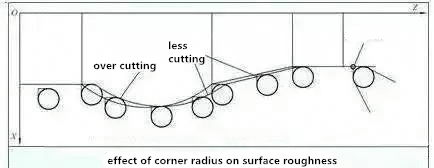
Na usinagem real da ferramenta de tornear, devido ao processo ou outros requisitos, a ponta da ferramenta muitas vezes não é um ponto ideal, mas um arco circular. Ao usinar contornos cilíndricos e de face final paralelos ao eixo coordenado, o arco da ponta da ferramenta não afeta seu tamanho e forma, mas ao usinar contornos de direção não coordenada, como cones e arcos, o ponto de corte da ferramenta está no arco da aresta da ferramenta. Se mudar para cima, o arco da ponta da ferramenta causará erros dimensionais e de forma, resultando em menos ou mais cortes. Este tipo de erro de usinagem causado pela dica de ferramenta não é um ponto ideal, mas um arco de círculo, que pode ser eliminado pela função de compensação do raio da ponta da ferramenta.