Мы ориентируемся на
Высокая эффективность поворота

Что такое токарный станок с ЧПУ?
Обрабатываемая деталь вращается, а токарный инструмент выполняет линейное или криволинейное резание в плоскости. Токарная обработка обычно выполняется на токарном станке для внутренней и наружной токарной обработки заготовок. Поворот цилиндрических поверхностей, торцевых поверхностей, конических поверхностей, формовочных поверхностей и резьб.
При повороте внутренней и внешней цилиндрических поверхностей токарный инструмент перемещается в направлении, параллельном оси вращения заготовки. При повороте торца или резке заготовки токарный инструмент перемещается горизонтально в направлении, перпендикулярном оси вращения заготовки. Если траектория токарного инструмента находится под наклонным углом к оси вращения заготовки, коническая поверхность может быть обработана. Для поворота формованных вращающихся поверхностей можно использовать метод формования инструмента или метод траектории острия инструмента. Во время токарной обработки заготовка вращается шпинделем станка, чтобы действовать как мастер; вращающийся инструмент, удерживаемый на держателе инструмента, используется для движения подачи. Скорость резания v - это линейная скорость (м / мин) в точке контакта между вращающейся деталью и токарным станком. Глубина резания - это вертикальное расстояние (в миллиметрах) между поверхностью заготовки и обработанной поверхностью при каждом ходе резания. Токарная обработка и токарная обработка - это длина контакта (в миллиметрах) между токарным инструментом и заготовкой, перпендикулярная направлению подачи. Величина подачи указывает величину смещения (мм / об) в направлении подачи токарного инструмента, когда заготовка вращается на один оборот, и это также может быть выражено через подачу в минуту токарного инструмента (мм / мин) , Для токарного станка из высокоскоростной стали, токарной обработки обычной стали, скорость резания обычно составляет 25 ~ 60 м / мин, токарный инструмент из цементированного карбида до 80 ~ 200 м / мин; с твердосплавным токарным инструментом с максимальной скоростью резки до 300 м / мин или более.
Токарная обработка, как правило, делится на грубые и мелкие автомобили (в том числе полуфабрикаты). Черновая машина стремится повысить эффективность токарной обработки без снижения скорости сдвига, используя большую глубину резания и большую скорость подачи, но точность обработки может достигать только IT11, а шероховатость поверхности составляет от Rα20 до 10 мкм; полуобработка и чистовая токарная обработка Используйте как можно большую скорость и малую глубину подачи и резки. Точность обработки может достигать IT10 ~ 7, а шероховатость поверхности составляет Rα10 ~ 0,16 мкм. Высокоточные прецизионные токарные детали из цветных металлов, используемые на высокоточных токарных станках, могут обеспечить точность обработки от 7 до 5 и шероховатость поверхности от 0,04 до 0,01 мкм. Этот поворот называется «зеркальным поворотом». Если на режущей кромке алмазного токарного инструмента обрабатывается вогнутая или выпуклая форма от 0,1 до 0,2 мкм, поверхность вращения будет иметь очень тонкий рисунок неровностей и полос, которые будут дать атласный блеск при дифракции света. Как декоративная поверхность, этот поворот называется «блестящий поворот».
Во время токарной обработки, если токарный инструмент вращается одновременно, то токарный инструмент вращается в том же направлении, что и заготовка, с соответствующей скоростью вращения (скорость вращения инструмента обычно в несколько раз превышает скорость вращения заготовки), и относительная движение токарного инструмента и заготовки может быть изменено и обработано. Заготовки с полигонами (треугольники, квадраты, призмы, шестиугольники и т. Д.). Если инструмент подается в продольном направлении, периодическое возвратно-поступательное движение передается на держатель инструмента относительно каждого оборота заготовки, и поверхность кулачка или другого некруглого поперечного сечения может обрабатываться механически. На токарном токарном станке с боковой поверхностью некоторые многозубые инструменты (например, форморез и зубчатая плита) могут обрабатываться в соответствии с аналогичным принципом работы, который называется «лопата назад».
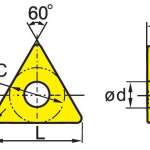 $32.60 - $76.22Купить сейчас
$32.60 - $76.22Купить сейчасTNMG
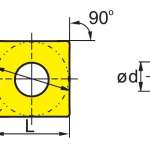 $25.07 - $75.22Купить сейчас
$25.07 - $75.22Купить сейчасSNMG
 $25.07 - $75.22Купить сейчас
$25.07 - $75.22Купить сейчасCNMG
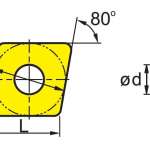
 $35.10 - $40.12Купить сейчас
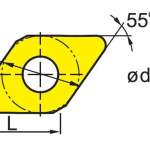
$35.10 - $40.12Купить сейчасDNMG