Некоторые фрезерные станки с ЧПУ, которыми должна овладеть обработка с ЧПУ, например, ножи с круглым носом, шариковые ножи и т. Д.
1. Введение инструмента
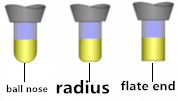
Обрабатывающие инструменты с ЧПУ должны адаптироваться к высокой скорости, высокой эффективности и высокой степени автоматизации станков с ЧПУ. Фрезы с ЧПУ в основном делятся на ножи с плоским дном (концевые фрезы), ножи с круглым носом и шариковые ножи, как показано на рисунке 1-1. Они делятся на белые стальные ножи, летающие ножи и ножи из сплава. На заводе-изготовителе наиболее часто используются ножи D63R8, D50R6, D35R5, D35R0.8, D30R5, D25R5, D20R4, D20R0.8, D16R0.8, D12, D10, D8, D6, D4, D3, D2. , D2, D1.5, D1, D0.5, D10R0.5, D8R0.5, D6R0.5, D4R0.5, R5, R4, R3, R2.5, R2, R1.5, R1 и R0.5 ,
Рисунок 1-1 Фрезерный станок с ЧПУ
(1) Нож с плоским дном: в основном используется для черновой, плоской обработки, обработки формы и обработки под углом. Недостаток заключается в том, что наконечник легко носить и влияет на точность обработки.
(2) Нож с круглым носом: в основном используется для черновой, плоской и боковой отделки заготовок пресс-формы, особенно подходит для черновой обработки пресс-форм с высокой твердостью.
(3) Шаровые ножи: в основном используются для неплоской финишной обработки.
2. Использование инструмента
При обработке с ЧПУ выбор инструмента напрямую связан с точностью обработки, качеством обрабатываемой поверхности и эффективностью обработки. Выбор правильного инструмента и установка разумных параметров резки позволит механической обработке с ЧПУ достичь наилучшего качества обработки при минимальных затратах и в кратчайшие сроки. Одним словом, общий принцип выбора инструмента: простота установки и регулировки, хорошая жесткость, долговечность и высокая точность. При условии соблюдения требований к обработке постарайтесь выбрать более короткий держатель инструмента, чтобы повысить жесткость обработки инструмента.
При выборе инструмента размер инструмента должен соответствовать размеру заготовки. Если размер полости равен 80 × 80, такой инструмент, как D25R5 или D16R0.8, следует выбирать для черновой обработки; если размер полости больше 100 × 100, для открытия следует выбрать летающий нож D30R5 или D35R5; если размер полости больше 300 × 300, то для черновой обработки следует выбрать летающий нож диаметром более D35R5, например D50R6 или D63R8. Кроме того, выбор инструмента определяется мощностью станка. Например, фрезерный станок с ЧПУ или обрабатывающий центр с небольшой мощностью не может использовать инструмент больше, чем D50R6.
При фактической обработке концевая фреза часто выбирает концевую фрезу, выступ, канавку и т. Д. Контура плоской детали; выбрана поверхность, боковая поверхность и полость черновой обработки фрезы с вставкой из цементированного карбида; шаровой конец фрезы выбран. Нож с круглым носом имеет форму контура под углом.
3. Настройка параметров резания инструмента
Принцип разумного выбора количества резки: при черновой обработке это, как правило, повышает эффективность производства, но также следует учитывать экономические и технологические затраты; в полуобработке и чистовой обработке, исходя из обеспечения качества обработки с учетом эффективности резки, экономии и затрат на обработку. Конкретные значения должны основываться на руководстве машины, руководстве по количеству резки и опыте.
Благодаря широкому применению станков с ЧПУ в производственной практике, программирование с ЧПУ стало одним из ключевых вопросов в обработке с ЧПУ. В процессе программирования программы ЧПУ необходимо выбрать инструмент и определить величину резания в состоянии взаимодействия человека с компьютером. Следовательно, программист должен быть знаком с методом выбора инструмента и принципом определения объема резки, чтобы обеспечить качество обработки и эффективность обработки детали, в полной мере использовать преимущества станка с ЧПУ, и повысить экономическую эффективность и уровень производства предприятия.
В Таблица 1-1 и Таблица 1-2 перечислены параметры настройки летающего ножа и ножа из сплава соответственно. Эти параметры резки предназначены только для справки. Фактическое количество резки должно быть определено в соответствии с конкретными характеристиками станка, формой и материалом детали, состоянием зажима и т. Д. Выполните регулировку).
Чем больше диаметр инструмента, тем медленнее скорость; для инструмента того же типа, чем длиннее панель инструментов, тем меньше будет размер ножа, в противном случае его будет легко разрезать и вызвать перерезание.
Таблица 1-1 Настройки параметров летательного ножа
| Тип инструмента | Максимальная глубина обработки (мм) | Обычная длина (мм) | Обычное удлинение (мм) | Скорость шпинделя (/ м) | Скорость подачи (мм / мин) | Есть нож (мм) |
| D63R8 | 130/300 | 150 | 320 | 700 ~ 1000 | 2500 ~ 4000 | 0,2 ~ 1 |
| D50R6 | 100/230 | 120 | 250 | 800 ~ 1500 | 2500 ~ 3500 | 0,1 ~ 0,8 |
| D35R5 | 150/200 | 180 | 300 | 1000 ~ 2200 | 2200 ~ 3000 | 0,1 ~ 0,8 |
| D30R5 | 100/150 | 150 | 180 | 1500 ~ 2200 | 2000 ~ 3000 | 0,1 ~ 0,5 |
| D25R5 | 70/150 | 120 | 180 | 1500 ~ 2500 | 2000 ~ 3000 | 0,1 ~ 0,5 |
| D25R0.8 | 80/150 | 120 | 180 | 1500~2500 | 2000~2800 | 0.1~0.3 |
| D20R0.8 | 70/150 | 100 | 180 | 1500 ~ 2500 | 2000 ~ 2800 | 0,1 ~ 0,3 |
| D17R0.8 | 70/130 | 100 | 180 | 1800 ~ 2500 | 1800 ~ 2500 | 0,1 ~ 0,3 |
| D12R0.8 | 60/90 | 90 | 120 | 2000 ~ 3000 | 1800 ~ 2500 | 0,1 ~ 0,2 |
| D16R8 | 60/100 | 100 | 150 | 2000 ~ 3000 | 2000 ~ 3000 | 0,1 ~ 0,4 |


Вышеуказанные параметры летательного ножа могут использоваться только в качестве эталона, поскольку параметры различных материалов летучего ножа также различны, а длина летательного ножа, производимого различными инструментальными фабриками, немного отличается. Кроме того, значения параметров инструмента также различаются в зависимости от производительности фрезерного станка с ЧПУ или обрабатывающего центра и обрабатываемого материала. Следовательно, параметры инструмента должны быть установлены в соответствии с фактическими условиями завода. Летающий нож обладает хорошей жесткостью и большим количеством ножа, который наиболее подходит для вскрытия заготовки формы. Кроме того, качество острой поверхности летающего ножа также очень хорошее. Летающий нож в основном состоит из ножей и не имеет боковых кромок. Как показано ниже
Таблица 1-2 Настройки параметров ножа из легированного сплава
| Тип инструмента | Максимальная глубина обработки (мм) | Обычная длина (мм) длина лезвия / ножа | Обычное удлинение (мм) | Скорость шпинделя (об / м) | Скорость подачи (мм / мин) | Есть нож (мм) |
| D12 | 60 | 30/80 | 35/100 | 1800 ~ 2500 | 1500 ~ 2500 | 0,1 ~ 0,5 |
| D10 | 55 | 25/75 | 30/100 | 2500 ~ 3000 | 1500 ~ 2500 | 0,1 ~ 0,5 |
| D8 | 45 | 20/70 | 25/100 | 2500 ~ 3000 | 1000 ~ 2500 | 0,1 ~ 0,5 |
| D6 | 30 | 15/60 | 20/100 | 2500 ~ 3000 | 700 ~ 2000 | 0,1 ~ 0,3 |
| D4 | 25 | 11/50 | 11/100 | 2800 ~ 4000 | 700 ~ 2000 | 0,1 ~ 0,3 |
| D2 | 10 | 5/50 | Не существует | 4500 ~ 6000 | 700 ~ 1500 | 0,05 ~ 0,1 |
| D1 | 5 | 2/50 | Не существует | 5000 ~ 10000 | 500 ~ 1000 | 0,05 ~ 0,1 |
| R6 | 60 | 22/80 | 22/100 | 1800 ~ 3000 | 1800 ~ 2500 | 0,1 ~ 0,5 |
| R5 | 55 | 18/75 | 18/100 | 2500 ~ 3500 | 1500 ~ 2500 | 0,1 ~ 0,5 |
| R4 | 45 | 14/60 | 14/100 | 2500 ~ 3500 | 1500 ~ 2500 | 0,1 ~ 0,35 |
| R3 | 30 | 12/50 | 12/100 | 3000 ~ 4000 | 1500 ~ 2500 | 0,1 ~ 0,3 |
| R2 | 25 | 8/50 | 8/100 | 3500 ~ 4500 | 1500 ~ 2000 | 0,1 ~ 0,25 |
| R1 | 10 | 5/50 | Не существует | 3500 ~ 5000 | 800 ~ 1500 | 0,05 ~ 0,15 |
| R0.5 | 5 | 2/50 | Не существует | 5000 以上 | 500 ~ 1000 | 0,05 ~ 0,08 |
Нож из легкого сплава обладает хорошей жесткостью и его нелегко изготовить. Это лучшее для отделки формы. Ножи из сплава имеют тот же боковой край, что и ножи из белой стали. Боковые края часто используются при отделке медной прямой стены.