Каков стандартный допуск пресс-формы в процессе программирования с ЧПУ?
Отдел программирования ЧПУ фабрики пресс-форм разрабатывает четкие методы обработки и стандарты и выполняет стандартизированные операции в производственном процессе, чтобы повысить эффективность работы и уменьшить количество ошибок.
1. бывшая плесень
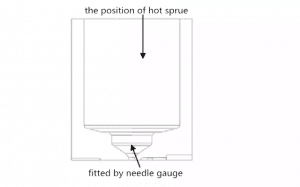
А. Горячая позиция
1 Размер, необходимый для сборки, должен основываться на количестве.
2 Плоскость: программа обработки основана на количестве измерений, и оператор ЧПУ измеряет число в соответствии с допуском размера чертежа.
3 сторона: программа обработки открыта для компенсации. Односторонняя сторона остается с балансом 0,02 мм. Оператор использует манометр, чтобы плотно прилегать. Допуск гарантированно находится в пределах 0,015 ~ 0,005 мм. Другие размеры основаны на размере трехмерного изображения.
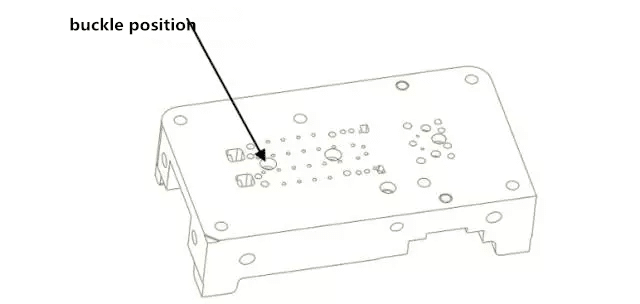
б. Вставить пряжку
Сторона пряжки вставки должна быть обработана в соответствии с процедурой, а размер должен быть определен в соответствии с размером, а глубина (величина Z) пряжки вставки должна быть определена в соответствии с числом размеров, и оператор должен использовать калибровочный датчик для измерения глубины, а требование к допускам должно быть 0,01 мм.
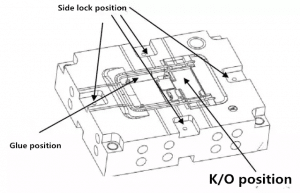
размер клея
Процедура отделки для всех положений клея требует 0,02 мм с одной стороны (кроме особых случаев) и 0,15 мм с одной стороны с учетом требований пожарной безопасности при обработке линий EDM.
д. Вставьте и коснитесь бита
При нормальных обстоятельствах передний сердечник формы имеет надлежащий размер, а задний сердечник формы сохраняет оставшееся количество.
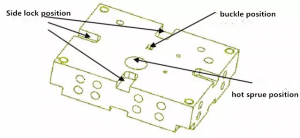
боковое положение блокировки
Глубина дна (значение Z) позиции боковой блокировки сделана стандартного размера, а программа обработки боковой кромки позиции боковой блокировки должна быть скомпенсирована для одной стороны, чтобы оставить 0,02 мм контрольной посадки. Оператор тщательно подбирается в соответствии с размером фигуры, и допуск гарантированно будет односторонним от 0,015 до 0,005 мм. Внутри.
2. пост плесень
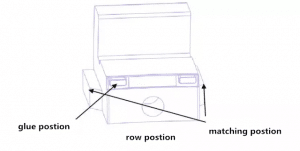
слот a.Row
Глубина (значение Z) слота позиции строки определяется в соответствии с количеством чертежей. Оператор должен использовать таблицу для измерения в соответствии с допуском чертежа, а две стороны паза ряда должны обрабатываться в соответствии с размером чертежа. Программа обработки должна быть скомпенсирована для одной стороны и 0,02 мм. Испытание оснащено блочным датчиком, и допуск гарантируется в пределах 0,015 ~ 0,005 мм с одной стороны.
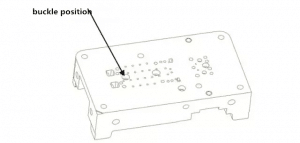
B. Вставить пряжку
Сторона пряжки вставки должна соответствовать количеству чертежей, а глубина (величина Z) дна должна соответствовать количеству размеров. Оператор должен использовать калибровочный измеритель для измерения допуска на глубину 0,01 мм.
c. Положение лунки (скрытие бита)
Программист выполняет программу легкого ножа и должен открыть сторону компенсации, чтобы оставить запас 0,02 мм. Оператор компенсации открытия измеряет количество рисунков. Одна сторона составляет 0,005 ~ 0,01 мм, что удобно для сборки.
д. Размер клея
Все допуски на чистовую обработку клея составляют 0,02 мм (за исключением особых требований).
е. Вставьте и коснитесь бита
При нормальных обстоятельствах задняя форма должна оставлять запас более + 0,02 ~ 0 мм. Положение задней формы с положением строки должно определяться в соответствии с размером строки, а положение сердечника формы после согласования положения строки требует большего запаса.
3. плесень выпуклая керна
a. При черновой обработке оставьте отступ 0,5 мм с одной стороны, а при вставке вставки рамы в нижнюю часть, чтобы использовать черновую обработку ЯДРОМ, оставьте 10 мм в нижнем прямом положении, чтобы оператор мог проверить, является ли черновая обработка свободной и необходимо ли ее закалывать. , Профилированное выпуклое дно CORE оставлено прямым на 10 мм для финишной обработки после закалки.
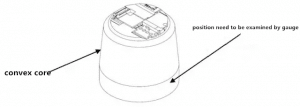
B. Все позиции клея составляют 0,02 мм во время отделки (за исключением особых требований), а позиция для вставки и проникновения составляет + 0,02 ~ 0 мм.
в. Выпуклая окончательная обработка формы, когда программист выполняет программу легкого ножа, компенсация составляет 0,02 мм с одной стороны, и оператор может измерить допуск одной стороны от 0 ~ –0,005 мм в зависимости от количества чертежей.
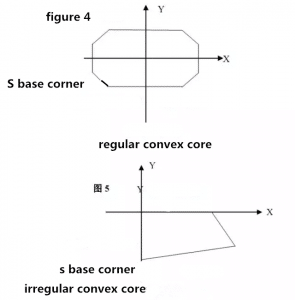
д. Проблема неправильной формы вкладыша формы (выпуклый CORE) подробно описана в последней части.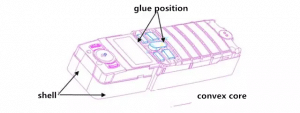
4. положение строки, вставить
При получении заготовки программист должен измерить внешние размеры заготовки, чтобы избежать проблем при количестве ударов по середине и по одной стороне. Программист должен обсудить с рабочей группой в соответствии с формой заготовки, используя безопасный метод зажима и метод удара по номеру. Смотрите последний раздел для деталей.
b. Положение ряда и передняя и задняя сердцевины пресс-формы имеют совпадающие положения, а положение ряда должно быть равно 0,02 мм для FIT.
с. Все позиции клея 0,02 мм на одной стороне (за исключением особых требований).
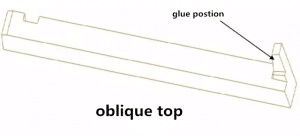
5. косой верх
В зависимости от формы заготовки и рабочей группы, используя безопасный метод зажима, количество касаний, все позиции клея составляют 0,02 мм на одной стороне (за исключением особых требований). Пожалуйста, добавьте публичный номер WeChat: промышленная разведка (информация о роботе) Ма Юнь обращают внимание
6. обработка пресс-форм
a.Mold
(1) Базовое слово (снятие фаски) на чертеже пресс-формы должно соответствовать указанию на бланке пресс-формы. Чтобы избежать недопонимания, возникает хаос обработки, и опорная кромка во время программирования ориентируется в направлении самого себя.
(2) Позиционирование обработки всех шаблонов устанавливает обработки координат с помощью обнуления направляющего отверстия в ближайшем опорном угле.
(3) Определение совпадений по Z-номеру: все шаблоны обрабатываются в прямом и обратном направлениях. Количество касаний в нижней части формы равно нулю. Для деталей с особыми требованиями программист должен четко объяснить с соответствующим персоналом и четко указать в списке программ. Нулевая позиция плесени зародыша.
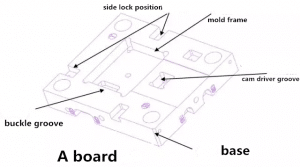
доска bA
(1) Когда рама пресс-формы закончена, когда обработана нижняя часть рамы пресс-формы, размер должен быть сделан в соответствии с размером бумаги. Оператор ЧПУ использует калибровку чертежа в соответствии с допуском чертежа. Допуск составляет + 0,01 ~ + 0,02 мм. Процесс обработки края рамки требует запаса 0,02 мм для одной стороны компенсации. Оператор устанавливает блочную шкалу в соответствии с размером чертежа. Допуск гарантирован 0,02 ~ 0,01 мм с одной стороны.
(2) Положение бокового замка определяется по размеру рисунка. Датчик бокового блока плотно подогнан, и допуск гарантирован в пределах одностороннего + 0,015 ~ -0,01 мм.
(3) Нижняя часть канавки для вставки должна соответствовать количеству квазиразмеров, а сторона должна быть тщательно проверена с помощью блочного датчика. Допуск гарантирован в пределах одностороннего + 0,015 ~ + 0,01 мм.
(4) Размер кормушки для лопаток и другие размеры обрабатываются в соответствии с планом.
доска cB
(1) Обработка опалубки, используется номер стандартного размера кадра обработки программы, оператор ЧПУ использует таблицу для измерения в соответствии с допуском чертежа, допуск +0,01 0 мм, обработка края рамы, программа необходимо открыть сторону компенсации 0,02 мм. Запас, оператор должен использовать калибр блока в соответствии с размером рисунка, гарантия допуска - в пределах 0,02 ~ 0,01 мм с одной стороны.
(2) Глубина (значение Z) в нижней части канавки рамы пресс-формы должна обрабатываться в соответствии с размером чертежа. Оператор использует калибровочный измеритель в соответствии с допуском чертежа. Допуск составляет + 0,01 ~ + 0,02 мм, и боковая программа должна открыть лист компенсации. При испытательной посадке 0,02 мм оператору необходимо использовать блочный манометр, чтобы точно согласовать допуск с односторонним + 0,015 ~ + 0,01 мм.

d Наперсток панели:
(1) Когда положение потайной головки выталкивателя находится в процессе глубокой обработки, глубина должна составлять 0,02 мм, и оператор использует карту с тысячами точек для измерения допуска, допуск составляет 0,02 ~ 0,01 мм, а сторона положение утопленной головки наперстка должно быть обработано до размера.
(2) Размеры обработки положения наклонного верхнего базового узла определяются дном выталкивающей панели во время обработки, и оператор использует таблицу сравнения для измерения числа, пока размер боковой обработки находится на месте.
(3) Другие позиции обрабатываются в соответствии с размером 3D-карты.
е. нижняя пластина наперстка:
(1) Положение размера, необходимое для сборки вкладыша, оператор должен быть плотно подогнан блочным манометром, а остальные позиции обработаны в соответствии с размером трехмерного чертежа.
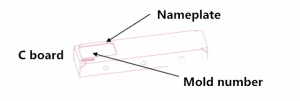
(2) Доска C: в соответствии с размером трехмерного чертежа обрабатывается квазиразмер, и рабочая группа и направление обработки выбираются группой сверлильных станков в положительном направлении кода A.
(3) Фирменная табличка: она должна быть вырезана в соответствии с требованиями 3D-чертежей.
(4) Верхняя крепежная пластина: размер монтажного положения необходим для сборки. Размер верхней крепежной пластины должен быть обработан в нижней части верхней крепежной пластины. Оператор должен использовать счетчик для измерения числа, в то время как боковая обработка должна открыть компенсацию. 0,02 мм, оператор должен использовать указатель иглы, чтобы убедиться, что одна сторона составляет + 0,015 ~ + 0,01 мм, а другие размеры обрабатываются в соответствии с 3D-чертежом.
(5) Нижняя крепежная пластина: для сборки вкладыша необходим размер. Нижняя часть нижней крепежной пластины должна быть обработана до квазиразмера. Сторона должна быть плотно упакована с помощью блочного датчика, а остальные размеры обрабатываются в соответствии с 3D-чертежом.
f.programming:
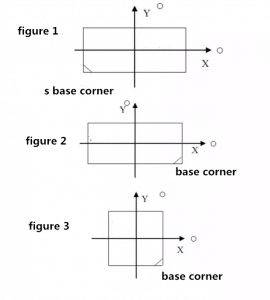
(1) Определение координат обработки стали: прямоугольный ориентир направлен на человека, а квадратный ориентир - на правый нижний угол. В обычном случае все стальные материалы запрограммированы с точками X и Y как 0, а значение Z равно 0 внизу, чтобы установить координаты обработки. (См. Определение координат обработки с ЧПУ и направление зажима на стандартном чертеже 1, 2, 3)
(2) Процесс черновой обработки составляет 0,5 мм с одной стороны, а верхнюю часть формы необходимо закалить. Это легко зажимать во время отделки.
(3) Отделка нижней части формы, избегая передней части формы, PL, положения клея и т. Д.
(4) Положение формовочной трубы: программирование положения трубок всех передних и задних сердечников форм составляет 0,01 мм.
(5) Плоская обработка PL: обработка программы должна быть измерена согласно размеру чертежа. Оператору необходимо использовать допуск калибровки калибровочного измерителя, чтобы убедиться, что он находится в пределах + 0,01 ~ 0 мм.
(6) Обработка PL поверхности дуги, программист выполняет процедуру тестирования, список программ указывает плоскость PL с гладким дном, а программа обработки легким ножом составляет стандартный размер.
Когда определены передняя и задняя координаты обработки пресс-формы, прямоугольная ссылка направлена на человека, а квадратная ссылка - на нижний правый угол (0 на сторонах X и Y, а нижняя - на 0 в Z), как показано на Рисунок 1, Рисунок 2 и Рисунок 3:
Выпуклое число попаданий в ядро показано на рисунке 4 и рисунке 5;
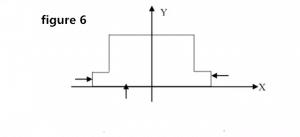
Количество мест в ряду показано на рисунке 6:
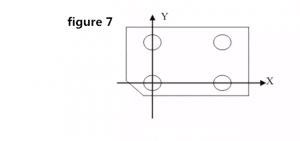
Количество столкновений с плесенью показано на рисунке 7: