
Özellikle 3-eksenli bağlantı CNC işleme merkezinin ortaya çıkmasıyla birlikte, dişli işleme için cnc programının hızla gelişmesiyle birlikte, artık CNC işleme frezeleme işlemi yavaş yavaş mekanik işleme endüstrisinden geniş bir şekilde kabul görmektedir.
Bunun yanı sıra, yaygın olarak bilindiği üzere dişler, bilinen diş açma yöntemlerimizden elde edilebilir; bunlar arasında diş açma, diş açma işlemine en çok benzer olandır. Çünkü her ikisi de, takımlar ve iş parçası arasında göreceli bir dönme hareketi ile dişler oluşturmak içindir. Peki, farklı çalışma koşullarıyla karşı karşıya kalırken onlardan uygun bir yol nasıl seçilir? İşte size tam olarak ne olduklarını ve neyin iyi olduklarını söyleyen kılavuz.
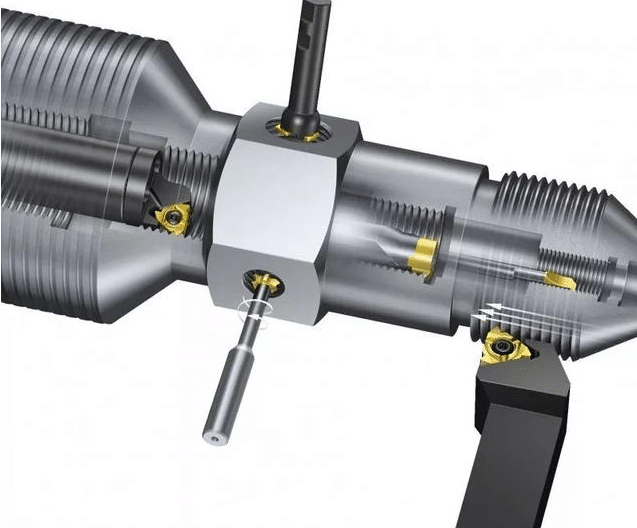
CNC diş frezelemeyi uygulama koşulu:
1. Üç eksenli bağlantı (veya üstü) işleme merkezi
2. Diş uzunluğu, aletin kesici kenarının 3 katını geçmiyor

CNC diş frezelemenin avantajı
Bir diş açma frezesi farklı çaplarda ve aynı şekilde diş açabilir.
Örneğin, M15x1.0, M18x1.0, M20x1.0 dişi, takım sayısını azaltan, takım değiştirme zamanından tasarruf sağlayan, verimliliği artıran ve takım yönetimini kolaylaştırabilen bir diş frezeleme kesici ile enterpolasyon yarıçapını değiştirerek işlenir.
2. İplik doğruluğu ve bitişi geliştirilmiştir.
İplik frezeleme, aletin yüksek hızda döndürülmesi ve iş mili enterpolasyonu ile yapılır. Kesme yöntemi frezeleme, kesme hızı yüksek ve işlenen iplik güzel; musluk kesme hızı düşüktür ve talaş uzundur, bu da iç delik yüzeyine kolayca zarar verir.
3. İç diş boşaltma işlemi uygundur.
Frezeleme ipliği talaş kırma işlemine aittir, talaş kısadır ve talaş işleme takımının çapı talaş işleme dişi deliğinden daha küçüktür, bu nedenle talaş kaldırma işlemi pürüzsüzdür; musluk kesintisiz kesim yaparken, talaş uzun ve musluğun çapı işleme deliği kadar büyük olduğundan talaşın çıkarılması zordur.
4. Bir musluk kullanırsanız, kırılan dalı kırmak için elektrik kıvılcımını elbette kullanabilirsiniz, ancak işlem çok karmaşık olacaktır ve parçaya verilen hasarın küçük olması nedeniyle kaybolacaktır.
Eğer bir iplik freze bıçağı kullanılıyorsa, her şeyden önce, kuvvet küçük olduğu için kırılması kolay değildir; kırılmış olsa bile, işleme deliği çapı takım çapından daha büyük olduğu için dal kolayca çıkarılabilir. Ürün verimi açısından, diş frezelemesi musluklardan çok daha yüksektir.
5. Yapışkan cips oluşturmak kolay değildir.
Daha yumuşak malzemeler için, işlem sırasında yapışkan talaşların üretilmesi kolaydır, ancak iplik frezeleme yüksek hızda ve talaş kırma işlemlerinde döner. Kademe kesme hızı düşüktür ve tam diş ve işlenmiş yüzey yapışkan çiplere neden olmak kolaydır.
6. Makine gücünün düşük olması gerekir.
7. İplik frezeleme talaş kırma olduğundan, takım kısmen temas eder, kesme kuvveti küçüktür ve kılavuz tam dişle temas halindedir, kuvvet büyüktür ve makine büyük bir güç gerektirir.
8. Takım kırılması kullanımı kolaydır.
İlk olarak, diş frezeleme kesicisinin küçük bir kuvveti vardır ve nadiren kırılır. Oluşursa, işleme açıklığı kesiciden daha büyük olduğundan, kırılan kısmın çıkarılması kolaydır; ve musluğun büyük bir kuvvete maruz kalması, talaşın çıkarılması pürüzsüz değildir ve kırılmasından sonra kırılması kolaydır ve büyük delik. Kullanımı biraz daha kolay, ve eğer küçük bir delik ise, çok zahmetlidir:
a. Sıradan dişler işlenirken, diş frezeleme, parça başına maliyet dikkate alındığında uygun maliyetli değildir. Sıradan iplikler, genel olarak <50 HRC sertliğe ve <38 mm çapa sahip iplikler olarak sınıflandırılır, ancak bu belirgin bir bölme çizgisi değildir. Normal musluklar genellikle yüksek hızlı çelik malzemelerdir, piyasa fiyatı onlarca dolardır, ancak diş açma frezesi fiyatının 10 katından daha fazladır ve tek bir parçanın ömrü 10 kattan daha fazlaya ulaşamaz.
b. En boy oranı çok büyük olamaz ve genellikle L / D <3 gerektirir. İplik frezeleme kesicisinin tek taraflı bir kuvveti olduğu için, uzun çaplı oran, iplik çok uzun olduğunda ve kesicinin kolayca kırıldığı zaman bir konik üretecektir.
uygulama CNC iplik freze
1. Yüksek sert malzeme işleme (sertlik> 50HRC), frezeleme talaş kırma olduğundan, yerel temas aracı küçük olduğundan ve bıçak semente karbürden yapıldığından, bıçak aşınması küçük olduğundan ve kullanım ömrü uzundur ; Genel yüksek hızlı çelik tel koni katı karbür kılavuzlarının kullanımı, fiyatı ucuz değil ve iplik frezesi kesicilerin fiyatı gibi hiçbir şekilde işlenemiyor. Mevcut işleme tecrübemize göre, diş açma frezelemesinin etkinliği ve ekonomisi, tapadan daha yüksektir.
2. Kompozit delik (oluklu) İşleme aynı zamanda diş frezelemesi için de uygundur. İplik freze bıçağının diş ve pah kırma içine entegre edilebilen birçok işlevi vardır.
3. İnce duvar işleme, iplik frezelemeye uygun, iplik frezeleme kesici işlem kuvveti küçüktür, bu yüzden deformasyon küçüktür. Ek olarak, alt delik düzleştirilebilir ve iplik tabana yakın olabilir, böylece gereken alan küçüktür.
4. Yüksek diş hassasiyeti ile işlemede, diş açma yüksek diş hızına, iyi talaş kaldırma, yüksek diş hassasiyeti ve yüksek işleme sahiptir ve diş işleme için daha uygundur.
5. İplik freze yapışkan enkaz üretmek kolay değil çünkü, Yumuşak malzeme, titanyum alaşımlı işleme, iplik freze için uygundur.
Dengesiz kesim için, diş açma frezesi bu durumun işlenmesine tamamen uyum sağlayabilir çünkü kesme prensibinin kendisi aralıklı frezelemedir.
özet
1. Kalıp imalatı. Kalıp hassas bir makinedir ve üretim maliyeti yüksektir. Bu nedenle, doğru delik aralığı ve tam diş profili sağlamak için, büyük kalıbın içindeki iplik, iş parçasının kalitesini sağlamak için işlenir.
2. Dönmeyen veya asimetrik parçalar Parçaların asimetrik şekli nedeniyle, diş tornalama yönteminde karşılaşılan ilk zorluk sıkmadır ve işlemenin kesinliği garanti edilebilir. 3, büyük öğrenci çapı ve kesilmiş kesme.