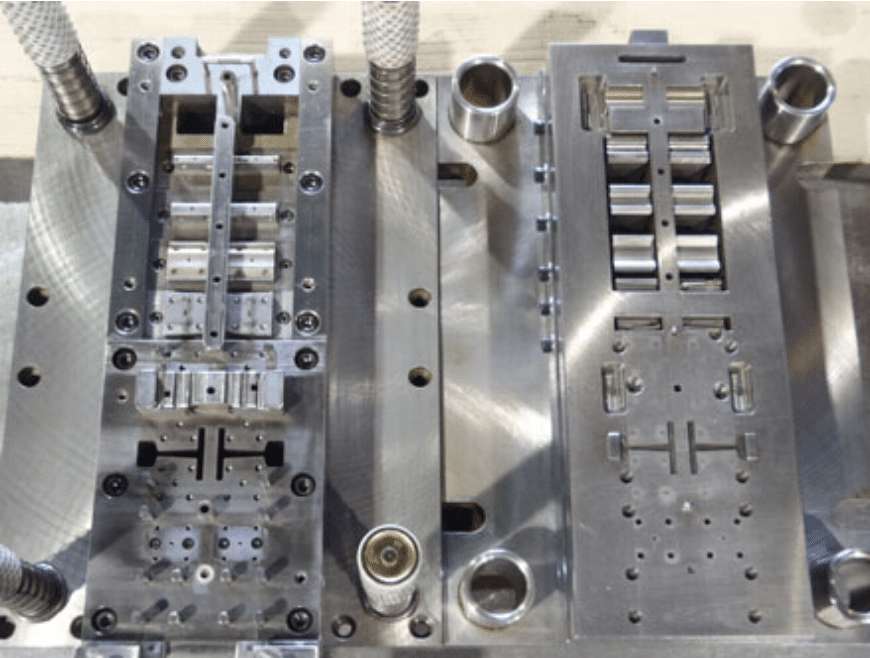
İlerici kalıp birden fazla istasyondan oluşur. Her istasyon farklı işlemleri tamamlamak için sırayla bağlanır. Presin bir vuruşunda bir dizi farklı damgalama işlemi tamamlanır.1 Genel Bakış Progressive die (sürekli kalıp olarak da bilinir) birden fazla istasyondan oluşur. Her istasyon farklı işlemleri tamamlamak için sırayla bağlanır. Presin bir vuruşunda bir dizi farklı baskı işlemi gerçekleştirilir. Bir vuruş tamamlandıktan sonra, malzeme zımba besleyici tarafından sabit bir adımda ileri doğru hareket ettirilir, böylece delme, boşaltma, bükme, kesme ve derin çekme gibi bir çift kalıpta birden fazla işlem tamamlanabilir. ve daha birçok Özellikler (1 gress Progresif kalıp, bir çift kalıpta, yüksek verimlilikle delme, bükme ve germe ve diğer çok kanallı prosesleri içerebilir; ate 4) yüksek hızlı zımba üretimini kullanabilir; (5 the Zımba, şantiye alanını azaltabilir, yarı mamul ürünlerin taşınmasını ve depo dolumunu azaltabilir; (6 extremely Son derece yüksek boyutlara sahip parçalar, ilerici kalıp üretimi.3. Gereksinimler (1) Parça küçük; (2) Büyük hacimli; (3) Malzeme ince (0,08 ~ 2,5mm); (4) Malzeme yumuşak; (5 shape Şekil daha karmaşık; (6) kıymetli metal uygun değildir (düşük kullanım oranı); (7 accuracy Hassasiyet çok yüksek (aşağıda IT10 seviyesi) .4. Farklı modellerin farklılıklarıİnşaat modeli: "Tek işlem modeli" olarak da bilinir, tek bir damgalama işleminde yalnızca bir damgalama işlemini tamamlayabilen bir kalıbı ifade eder. Bu proje bittikten sonra, ürünün kalıptan el ile veya bir robotla çıkarılması ve daha sonra kalıbın son işlemi bitinceye ve tüm ürün tamamlanıncaya kadar üretime devam etmek için bir sonraki kalıba koymak gerekir. Bu tür bir kalıbın onarımı basittir, ancak üretilmesi zaman ve emek gerektirir, daha fazla emek ve zaman gerektirir ve daha yüksek hurda oranına sahiptir. Bileşik kalıp: Yaygın bileşik kalıp yapısının bileşik kesimi, bileşik çizimi vb. Vardır. Bu tür kalıp yapısı diğer mühendislik kalıp yapılarından biraz farklıdır. Zımba (erkek kalıp veya zımba olarak da bilinir), alt kalıpta tasarlanır ve diğer birkaç kalıp plakası, alt kelepçe plakası (sabit zımba zımbası), alt durdurma plakası ve alt sıyırma plakasıdır (dıştan salma). Ardışık üst kalıp Dişi bir kalıptan (veya bıçak kenarı), bir iç serbest bırakma plakasından ve bir üst destek plakasından oluşur ve iç kol bir üst kılıf plakasına bir kontur kılıf ile asılır ve daha sonra bir kolu veya bir bahar. Örneğin, körleme için kullanılan kompozit kalıp, ana kalıbın 0.50 mm'si içinde çıkarılabilir. Ana kalıptan daha düşük olmamalıdır, aksi takdirde ana kalıp kenarı kolayca çökebilir veya çıkarılamaz. İç serbest bırakmanın gücü, ürünü ana kalıptan kaldıracak kadar büyük olmalıdır. Sürekli kalıp: "aşamalı kalıp" olarak da bilinir, damgalama işleminde aynı anda iki veya daha fazla delme işlemini tamamlayan kalıp anlamına gelir. Bu kalıp onarımı zordur ve deneyim gerektirir. Zengin bir usta ustaları çalışır, ancak üretmeleri çok verimlidir. Hızlılarsa, bir saat içinde binlerce ürün üretebilir, işçilikten ve zamandan tasarruf sağlayabilir ve daha düşük hurda oranına sahip olabilirler.5. Tasarım noktaları Kalıbın ana parçalarının tasarımı aşağıdaki noktalara dikkat etmelidir: (1) Punch tasarımı Punch kalıbının sabitlenmesi, progresif kalıbın ortak biçimini benimser. Zımba ile zımba sabitleme plakası arasındaki boşluk 0.06 mm'dir. Tüm zımbalar, zımba sabitleme plakasına zımba baskı plakası tarafından bastırılır. Punch pres plakasının tasarımı, punch kalıbının gücünü artırmak için punch kalıbının tabanından dışarı çıkıntı yapar ve punch kalıbının çekme fenomenine baz oranından kaçınılmaktadır. Delginin sağlamlığının iyi olmasını sağlamak için, delginin uzunluğu 60 mm olacak şekilde tasarlanmıştır (tek tek dairesel delginin uzunluğu 52 mm olacak şekilde tasarlanmıştır). (2) Kalıp İçbükey kalıbın imalatını kolaylaştırmak için içbükey kalıp bir mozaik yapıya sahiptir ve tüm içbükey kalıplar ve içbükey kalıp sabitlenmiş ve 0005 mm açıklıkta kullanılmıştır. Eksenel olarak sabit, aynı sete sahip baskı plakası veya kılavuz plakası kullanılır. Bu, yalnızca kalıbın çıkarılmasını kolaylaştırmakla kalmaz, X, kalıp eki kalıp sabit çekme fenomeninden çıkarıldığında, LL kalıbın zımbalanmasını önleyebilir. Çünkü damgalama levhası daha yumuşaktır. Kalıptan çıkan hurda küçük bir toparlanma olabilir ve kalıbın ana arıza modu tıkanır. Kalıp kenarı, malzeme eğimli 2 mm'lik düz bir duvar şeklinde olacak şekilde tasarlanmıştır. (3) Boşaltma yapısı Boşaltma yapısının tasarımı, temel olarak yuvarlak deliklerin boşaltılmasını, delme deliklerinin boşaltılmasını ve şekilli tahliyeyi içerir. malzemeler. Striptizci levhasının delme zımbasının hassas kılavuzunda bir rol oynamasını sağlamak için, ikisi arasındaki eşleşme aralığı 0012 koç; sıyırıcı plakanın işlem derecesini arttırmak ve deformasyonu önlemek için. Striptizci plakası iki bölüme ayrılmıştır; kalıbın alt kalıbı, yüksekliği kalıbın üst düzleminden daha yüksek olan çapak kenarı ekleri ve kabartma kalıbı ekleri ile tasarlanmıştır; sıyırma plakası, enine kesitin hasar görmemesini sağlamak için bir kalıp oluğu ile tasarlanmıştır. Bizim ilerici die EDM tungsten karbür plakaları bak
Kaynak: Meeyou Karbür