Şu anda yaygın olarak kullanılan CNC işleme takım malzemeleri elmas takımları, kübik bor nitrür takımlarını, seramik takımları, kaplanmış takımları, karbür takımları ve yüksek hızlı çelik takımları içerir.
Types cUtting araç malzeme
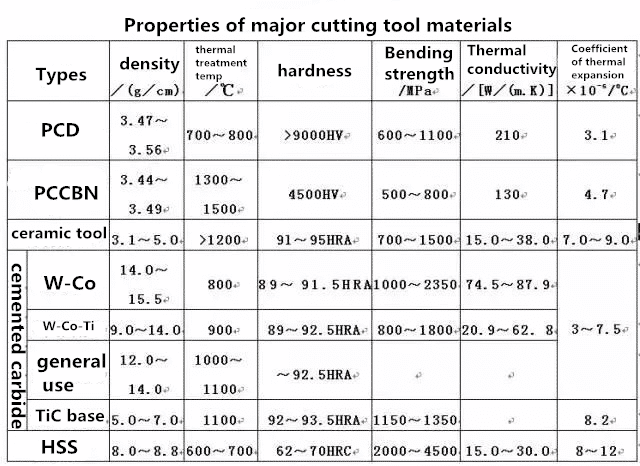
Çok sayıda takım malzemesi vardır ve performansları da çok farklıdır. Çeşitli takım malzemelerinin ana performans göstergeleri aşağıdaki gibidir.
CNC işleme için takım malzemeleri, işlenen iş parçasına ve işlemin niteliğine göre seçilmelidir. Takım malzemelerinin seçimi, işlem nesnesi ile eşleştirilmelidir. Kesici takım malzemelerinin ve işleme nesnelerinin eşleştirilmesi esas olarak en uzun takım ömrünü ve maksimum kesme işlem verimliliğini elde etmek için ikisinin mekanik özelliklerinin, fiziksel özelliklerinin ve kimyasal özelliklerinin eşleşmesini ifade eder.
strateji 1: Kesici takım malzemesini iş parçasının mekanik özellikleriyle eşleştirme
Kesici takım ile işlenmiş nesne arasındaki mekanik özellik eşleme problemi, esas olarak, aletin ve iş parçası malzemesinin gücü, tokluğu ve sertliği gibi mekanik özellik parametrelerini belirtir. Farklı mekanik özelliklere sahip takım malzemeleri, iş parçası malzemelerinin işlenmesi için uygundur.
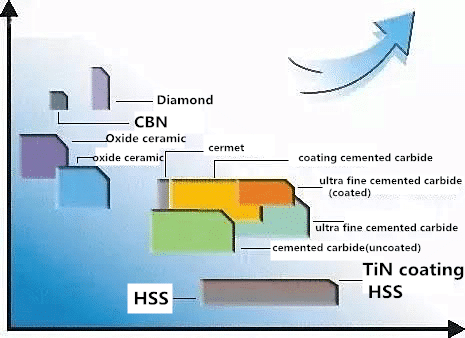
1. Takım malzemesinin sertlik sırası: elmas takım> kübik bor nitrür aracı> seramik takım> sert alaşım> yüksek hız çeliği.
2. Takım malzemelerinin bükülme mukavemeti sırası şudur: yüksek hız çeliği> sert alaşım> seramik takım> elmas ve kübik bor nitrür aracı.
3 Takım malzemelerinin tokluk sırası şudur: yüksek hız çeliği> sert alaşım> kübik bor nitrür, elmas ve seramik aletler.
Yüksek sertlikteki iş parçası malzemeleri daha yüksek sertlikteki aletlerle işlenmelidir. Takım malzemesinin sertliği, iş parçası malzemesinin sertliğinden daha yüksek olmalıdır. Genellikle, 60HRC'nin üzerinde olması gerekir. Takım malzemesinin sertliği ne kadar yüksek olursa, aşınma direnci o kadar iyidir. Örneğin, semente karbürdeki kobalt miktarı arttığında, mukavemet ve tokluk arttıkça, sertlik azalır ve kaba işleme için uygundur; kobalt miktarı azaldığında, sertlik ve aşınma direnci artar, bu işlem terbiye için uygundur.
Mükemmel yüksek sıcaklık mekanik özelliklere sahip aletler, özellikle yüksek hızlı işleme için uygundur. Seramik aletlerin mükemmel yüksek sıcaklık performansı, kesme hızlarının semente karbürlerden 2 ila 10 kat daha yüksek olmasına izin vererek yüksek hızlarda kesilmelerini sağlar.
Strateji 2: Kesici takım malzemesi işlenen nesnenin fiziksel özelliklerine uygun olmalıdır
Yüksek termal iletkenliğe ve düşük erime noktasına sahip yüksek hızlı çelik aletler, yüksek erime noktasına ve düşük termal genleşmeye sahip seramik aletler, yüksek termal iletkenliğe ve düşük termal genleşmeye sahip elmas aletler gibi farklı fiziksel özelliklere sahip aletler iş parçası malzemelerini işlemeye uygundur . Düşük termal iletkenliğe sahip bir iş parçasını işlerken, kesme sıcaklığının kesme sıcaklığını düşürmek için hızlı bir şekilde iletilmesini sağlamak için daha iyi ısı iletkenliğine sahip bir alet malzemesi kullanılmalıdır. Elmasın yüksek termal iletkenliği ve termal yayılmasından dolayı, kesme ısısı kolayca dağılır ve özellikle yüksek boyutsal hassasiyete sahip hassas işleme takımları için önemli olan büyük termal deformasyona neden olmaz.
1. Çeşitli takım malzemelerinin ısı direnci sıcaklığı: elmas kesiciler için 700 ~ 800 ° C; PCBN kesiciler için 1300 ~ 1500 ° C; Seramik kesiciler için 1100 ~ 1200 ° C; TiC (N) esaslı çimentolu karbürler için 900 ± 1100 ° C; WC bazı Ultra ince taneli semente karbür 800 ila 900 ° C'dir; HSS 600 ila 700 ° C arasındadır.
2. Çeşitli alet malzemelerinin termal iletkenlik sekansı: PCD> PCBN> WC bazlı sert alaşım> TiC (N) bazlı çimentolu karbür> HSS> Si3N4 bazlı seramik> A1203 bazlı seramik.
3. Çeşitli alet malzemelerinin ısıl genleşme katsayısının sırası: HSS> WC bazlı sert alaşım> TiC (N)> A1203 bazlı seramik> PCBN> Si3N4 bazlı seramik> PCD.
4. Çeşitli alet malzemelerinin ısıl şok direnci sırası: HSS> WC bazlı semente karbür> Si3N4 bazlı seramik> PCBN> PCD> TiC (N) esaslı semente karbür> A1203 bazlı seramik.

Strateji 3: Kesici takım malzemesinin kimyasal özellikleri ve işlenen nesne eşleştirmesi
Kesici takım malzemesinin kimyasal özelliklerinin işleme nesnesi ile eşleştirilmesi, esas olarak, takım malzemesinin kimyasal özelliklerinin, kimyasal madde afinitesi, kimyasal reaksiyon, difüzyon ve iş parçası malzemesinin çözünmesi ile eşleştirilmesi anlamına gelir. Farklı malzemeler için farklı olan iş parçalarının malzemeleri farklıdır.
1. Çeşitli takım malzemelerinin yapışma önleyici sıcaklığı (çelikle): PCBN> Ceramic> Carbide> HSS.
2. Çeşitli alet malzemelerinin oksidasyon sıcaklığı: seramik> PCBN> sert alaşım> elmas> HSS.
Üç çeşit alet malzemesinin yayılma dayanımı: çelik, elmas için> Si3N4 bazlı seramik> PCBN> A1203 bazlı seramik; Titanyum için A1203 bazlı seramik> PCBN> SiC> Si3N4> elmas.
CNC takım malzemelerinin içeriği
1. Sertlik ve aşınma direnci
Takım malzemesinin sertliği, genellikle 60HRC'nin üzerinde olması gereken iş parçası malzemesinin sertliğinden daha yüksek olmalıdır. Genel olarak, takım malzemesinin sertliği ne kadar yüksek olursa, aşınma direnci o kadar iyidir.
2. Mukavemet ve tokluk
Takımın kesici kısmı büyük kesme kuvvetlerine ve darbe kuvvetlerine maruz kalır. Bu nedenle, takım malzemesi kesme kuvvetlerine, darbelere ve titreşimlere dayanacak ve kırılgan kırılmayı ve aletin kırılmasını önleyecek yüksek mukavemet ve tokluğa sahip olmalıdır.
3. ısı direnci ve termal iletkenlik
Yüksek sıcaklıklarda, alet sertliğini ve gücünü koruyabilir. Isı direnci ne kadar yüksek olursa, aletin plastik deformasyona dayanma kabiliyeti ve yüksek sıcaklıklarda aşınma önleme kabiliyeti o kadar güçlüdür. Isı iletkenliği ne kadar iyi olursa, kesim sırasında üretilen ısı o kadar kolay gerçekleşir. böylece kesme kısmının sıcaklığını düşürür ve takım aşınmasını azaltır.
4. işlenebilirlik ve ekonomi
Üretim kolaylığı için, takım malzemesi, yüksek maliyet performansının sürdürülmesi için sıcak işlenebilirlik, işlenebilirlik ve taşlama performansı dahil olmak üzere iyi işlenebilirliğe sahip olmalıdır.
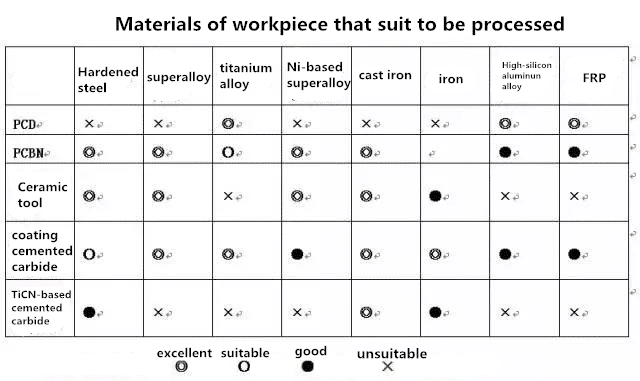
Genel olarak, PCBN, seramik aletler, kaplamalı karbür ve TiCN bazlı karbür aletler, çelik gibi demir metallerinin CNC ile işlenmesi için uygundur. PCD araçları, Al, Mg, Cu ve benzeri alaşımlar gibi demir dışı malzemeler için uygundur. Metal olmayan malzemelerin işlenmesi.
Aşağıdaki tabloda, çeşitli takım malzemelerinin işlenmesi için uygun olan iş parçası malzemelerinin bazıları gösterilmektedir.