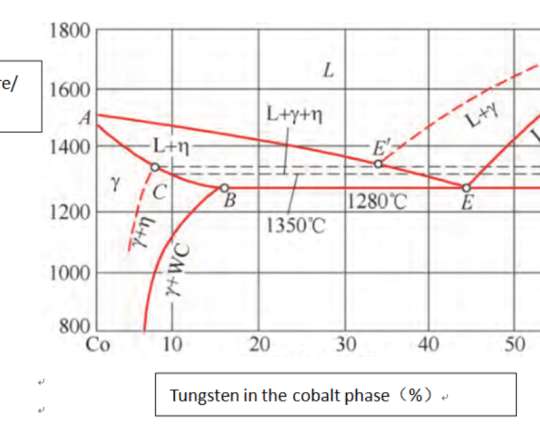
Karbür freze bıçakları, semente karbürden yapılan freze bıçaklarıdır. Çimentolu karbür frezeleme kesicisini anlamak için önce sert bir alaşımın ne olduğunu bilmeliyiz. Semente karbür, kobalt (Co) veya nikel (Ni) içeren yüksek sertlikte refrakter metal karbid (WC, TiC) mikron tozuna dayanmaktadır. Molibden (Mo) bir bağlayıcıdır ve bir vakum fırınında veya bir hidrojen indirgeme fırınında sinterlenmiş bir toz metalürjisi ürünüdür.
Karbür freze kesici sınıflandırması
Karbür freze bıçakları esas olarak ikiye ayrılır: sert karbür frezeler | karbür düz şaftlı frezeler | karbür testere bıçakları frezeleri | karbür burgu frezeleri | sert alaşımlı makine oyucu freze bıçakları | Karbür Frezeler | Karbür bilyalı frezeler
Karbür freze kesicinin uygulaması
Karbür freze bıçakları genellikle CNC işleme merkezlerinde ve cnc oyma makinelerinde kullanılır. Bazı sert ve karmaşık ısıl işlem malzemelerini işlemek için geleneksel bir frezeleme makinesine de yüklenebilir.
1. Karbür silindirik freze kesici: yatay freze makinesi işleme düzlemi için kullanılır. Dişler, freze bıçağının çevresine dağılmış olup, diş şekline göre düz dişlere ve spiral dişlere ayrılmıştır. Diş sayısına göre iki çeşit kaba diş ve ince dişler vardır. Spiral dişli kaba diş frezeleme kesicisi, az miktarda dişe, yüksek diş kuvvetine ve kaba talaş işleme için uygun olan geniş talaş alanına sahiptir; İnce diş frezeleme kesicisi ince işleme için uygundur.
2. Karbür yüzey freze kesici: Dikey freze makinesi, uç freze makinesi veya portal freze makinesi için kullanılır. Uç yüzünde ve çevresinde kesici dişlere sahiptir ve ayrıca kaba dişlere ve ince dişlere sahiptir. Yapının üç tipi vardır: integral tip, insert tipi ve indekslenebilir tip.
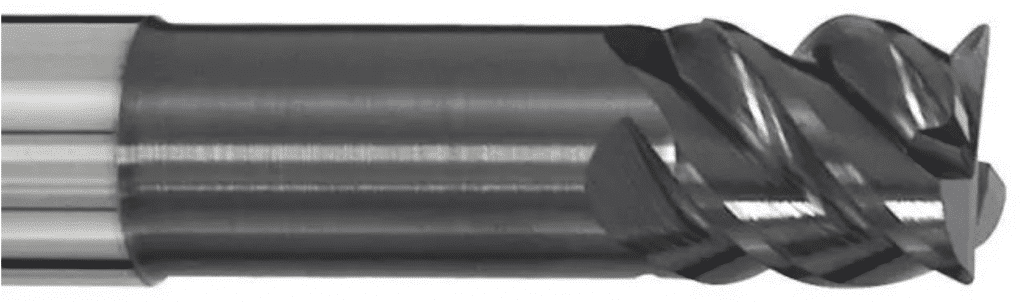
3. Karbür uç frezesi: yivleri ve basamak yüzeylerini vb. İşlemek için kullanılır, dişler çevre ve uç yüzlerindedir ve işlem sırasında eksenel yönde beslenemezler. Uç değirmen merkezden geçen bir dişe sahip olduğunda, eksenel olarak beslenebilir.
4. Karbür üçlü freze bıçağı: Her iki tarafta ve çevrede dişler bulunan çeşitli oluklar ve basamak yüzeylerini işlemek için kullanılır.
5. Karbür açılı freze: belirli bir açıda bir oluğu frezelemek için kullanılır, iki çeşit tek açılı ve çift açılı freze vardır.
6. Karbür testere freze bıçağı: çevresi üzerinde daha fazla diş ile, derin oluklar işlemek ve iş parçalarını kesmek için kullanılır. Frezeleme sırasındaki sürtünmeyi azaltmak için kesicinin her iki yanında 15 '~ 1 ° sekonder eğim vardır. Buna ek olarak, ana frezeler, kırlangıç kuyruğu frezeleri, T yarıklı frezeler ve çeşitli şekillendirici frezeler bulunmaktadır.
Takım Endüstrisi dergisi tarafından desteklenebilen çelik çubuk malzemesi satın alın

Karbür freze freze yöntemi
İş parçasına göre karbür freze bıçağının freze yönü ve freze bıçağının dönme yönü temel olarak aşağıdaki iki freze yöntemidir:
İlki aşağı kesim. Frezeleme kesicisinin dönme yönü, kesimin besleme yönü ile aynıdır. Kesimin başında, freze iş parçasını ısırır ve son yongayı keser.
İkinci tip up-cut frezedir. Frezeleme kesicisinin dönme yönü, kesimin besleme yönünün tersidir. Frezeleme kesicisinin kesime başlamadan önce iş parçası üzerinde kayması gerekir. Kesme kalınlığı sıfırdan başlar ve kesme kalınlığı kesmenin sonuna ulaşır. maksimum.
Frezeleme sırasında, kesme kuvveti iş parçasını masaya doğru bastırır ve kesme kuvveti iş parçasının yukarı kesim frezeleme sırasında masadan ayrılmasına neden olur. Aşağı frezelemenin kesme etkisi en iyisi olduğundan, aşağı kesim genellikle tercih edilir. Sadece makine iplik boşluğu problemine sahipse veya aşağı frezelemeyle çözülemeyen bir problem varsa, yukarı kesim dikkate alınır.
Çimentolu bir karbür frezeleme kesici ucu kesime her girdiğinde, kesici kenar, talaşın kesitine, iş parçasının malzemesine ve kesim tipine bağlı olarak bir darbe yüküne maruz kalır. İdeal olarak, freze bıçağının çapı, iş parçasının genişliğinden daha büyük olmalıdır. Frezeleme kesicinin merkez çizgisi daima iş parçasının merkez çizgisinden hafifçe ayrılmalıdır. Takım, kesmenin merkezine doğru yerleştirildiğinde, çapaklar kolayca üretilir. Radyal kesme kuvvetinin yönü, kesici kenarı kesime girip çıkarken sürekli olarak değişecektir. Takım tezgahı mili titreşebilir ve hasar görebilir. Bıçak kırılabilir ve işlenmiş yüzey pürüzlü olacaktır. Karbür frezeleme kesicisi merkezden biraz uzakta olacak ve kesme kuvveti yönü artık dalgalanmayacak, kesici bir önyükleme alacaktır.
Karbür frezeleme kesicisinin bakımı
Semente karbür frezeleme kesici eksen hattı ve iş parçası kenar çizgisi iş parçasının kenar çizgisine denk geldiğinde veya yaklaştığında durum çok ciddi olacaktır, operatör ilgili ekipman bakım işini yapmalıdır:
1. Gerekli kesici çapının makinede kullanılabildiğinden emin olmak için makinenin gücünü ve sertliğini kontrol edin.
2. Aletin iş mili üzerindeki çıkıntısı, freze bıçağının ekseninin ve iş parçasının darbe yükü üzerindeki konumunu azaltarak mümkün olduğu kadar kısadır.
3. Kesim sırasında titreşime neden olmak için iş parçasını aynı anda bağlamak için çok fazla bıçak olmadığından emin olmak için bu işleme uygun doğru frezeleme perdesini kullanın. Öte yandan, dar iş parçalarını veya freze oyuklarını frezelerken yeterli bıçak bulunduğundan emin olun. İş parçası ile etkileşime girer.
4. Talaşların yıpranmasını azaltacak kadar kalın olduğunda doğru kesme sonuçlarını elde etmek için bıçak başına beslemenin kullanıldığından emin olun. Pozitif tırmık oluğu şeklindeki indekslenebilir uç, yumuşak kesim sonuçları ve en düşük güç sağlar.
5. İş parçasının genişliğine uygun bir freze çapı kullanın.
6. Doğru kurşun açısını kullanın.
7. Freze kesicisini doğru şekilde yerleştirin.
8. Sadece gerektiğinde kesme sıvısını kullanın.
9. Aletin bakım ve onarım kurallarına uyun ve aletin aşınmasını izleyin.
Karbür frezeleme kesicilerin uygun şekilde bakımı takım ömrünü uzatabilir ve iş verimliliğini artırabilir.
Karbür frezeleme kesicisinin seçimi
Son değirmenler ve bazı son değirmenler hariç paslanmaz çeliği ve freze malzemeleri olarak karbür, diğer tüm freze türleri yüksek hız çeliğinden, özellikle de tungsten-molibden ve yüksek vanadyum yüksek hızlı çeliğin iyi bir etkiye sahip olduğunu; W18Cr4V'den 1 ila 2 kat daha yüksek olabilir. Paslanmaz çelik frezeleri kesmek için uygun karbür kaliteleri YG8, YW2, 813, 798, YS2T, YS30, YS25 ve benzerleridir.
Sprey soğutmanın etkisi, değirmen kesicinin dayanıklılığını bir kereden fazla artırabilen en önemli olanıdır; % 10 genel bir emülsiyonla soğutulursa, kesme sıvısı akışı yeterince soğutulmalıdır. Karbürü freze bıçağıyla frezelemek için Vc = 70 ~ 150m / dak, Vf = 37.5 ~ 150mm / dak alın ve alaşımlı kaliteye ve iş parçası malzemesine göre ayarlayın.
Paslanmaz çeliğin yapışması ve birleşmesi güçlüdür ve talaşların, kesme koşullarını kötüleştiren freze bıçağının kesici kenarına yapışması kolaydır. Frezeleme gerçekleştirildiğinde, kesici kenar ilk önce sertleştirilmiş yüzey üzerinde kayar ve bu da iş sertliği eğilimini arttırır; Frezeleme sırasındaki etki Titreşim büyüktür, bu da freze bıçağının talaşlanmasını ve aşınmasını kolaylaştırır.
Paslanmaz çeliği frezelerken, kesici kenar keskin olmalı ve darbeye dayanmalıdır ve talaş cebi büyük olmalıdır. Büyük helisel açılı frezeler (silindirik frezeler, frezeler) kullanılabilir. Vida açısı b, 20 ° 'den 45 °' ye (gn = 5 °) yükseltilir ve freze kesicisinin şu anda çalıştığı için takım dayanıklılığı 2 kattan daha fazla arttırılabilir. Eğim açısı g0e 11 ° 'den 27 °' ye yükselir ve frezeleme hafiftir. Bununla birlikte, b değeri büyük olmamalıdır, özellikle dişleri zayıflatmayacak şekilde özellikle frezenin b ≤ 35 ° olması gerekir.
Paslanmaz çelik boru veya ince duvarlı parçalar, dalga kenarı uç frezesi tarafından işlenir, kesim hafif, titreşim küçük, talaş kırılgan ve iş parçası deforme değil. Karbür uçlu frezeler ile yüksek hızlı frezeleme ve endekslenebilir uç frezeler ile paslanmaz çelik frezeleme iyi sonuçlar elde etti.
Frezeleme 1Cr18Ni9Ti geometrik uçlu gümüş frezeler ile gf = 5 °, gp = 15 °, af = 15 °, ap = 5 °, kr = 55 °, k′r = 35 °, g01 = -30 °, bg = 0.4 mm, re = 6mm, Vc = 50 ~ 90m / dak, Vf = 630 ~ 750mm / dak, a′p = 2 ~ 6mm olduğunda ve diş başına besleme miktarı 0,4 mm 0,8 mm'ye ulaştığında, öğütme kuvveti azalır. Daha küçük% 10 -% 15, öğütme gücü% 44 azalır ve verim büyük ölçüde iyileştirilir. İlke, negatif pahın ana kesici kenar üzerinde taşlanmış olmasıdır ve biriken kenar, freze sırasında yapay olarak üretilir, böylece kesici kenar yerine kesilebilir. Sabit kenarın ön açısı gb, kurşun açısına bağlı olarak 20 ~~ 302'ye ulaşabilir. Etki, sabit kenarın, yardımcı olmak için kesme kenarına paralel olarak tırmık yüzeyinde oluşturulan itme kuvvetinden kaynaklanıyor olmasıdır. çip, böylece kesme sıcaklığını ortadan kaldırır ve kesme sıcaklığını düşürür.
Paslanmaz çeliği frezelerken, mümkün olduğu kadar aynı yöntemle işlenmelidir. Asimetrik çapraz frezeleme metodu, kesme kenarının metalden pürüzsüz bir şekilde kesilmesini ve talaş bağlantısının temas alanının küçük olmasını ve yüksek hızlı merkezkaç kuvveti etkisiyle parçalanmasının kolay olmasını sağlar, çip, diş iş parçasına yeniden kesildiğinde talaş yüzeyini etkiler. Soyma ve ufalama, aletin dayanıklılığını arttırır.
Paslanmaz çelik malzemeler yaygın olarak kullanılır ve işleme, frezeleme, delme ve kılavuz çekme işlemlerinde kullanılabilir. Ancak paslanmaz çelik diğer genel malzemelerden farklı özelliklere sahip olduğundan, paslanmaz çeliğin işlenmesi teknisyenler için büyük bir problem haline geldi!