
Kesme ısısı nasıl üretilir?
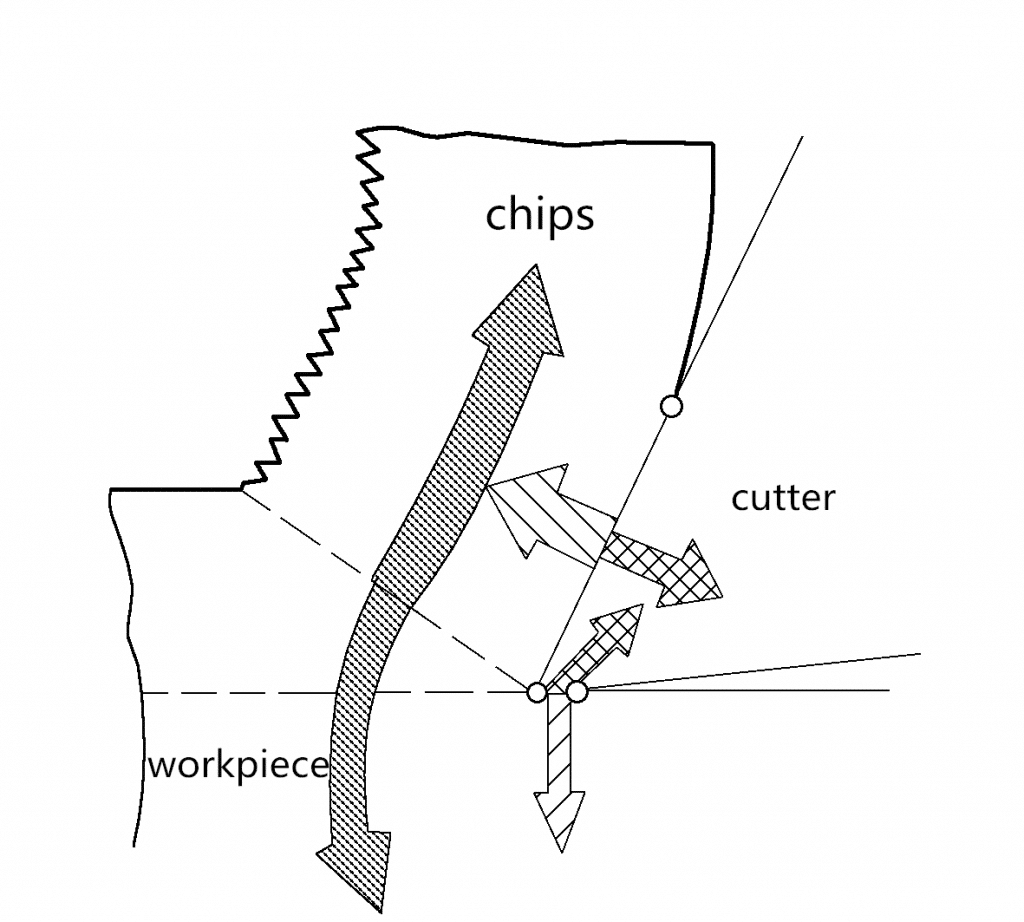
Kesme ısısı, üç deformasyon bölgesinde üretilir. Kesme işlemi sırasında, üç deformasyon bölgesindeki metal deformasyonu ve sürtünme kesme ısısının kök nedenidir. Kesme işlemi sırasında deformasyon ve sürtünme işlerinin çoğu kesim ısısına dönüşür. Aşağıdaki şekil, kesme ısısı ve dispersiyon tarafından üretilen ısının yerini göstermektedir.
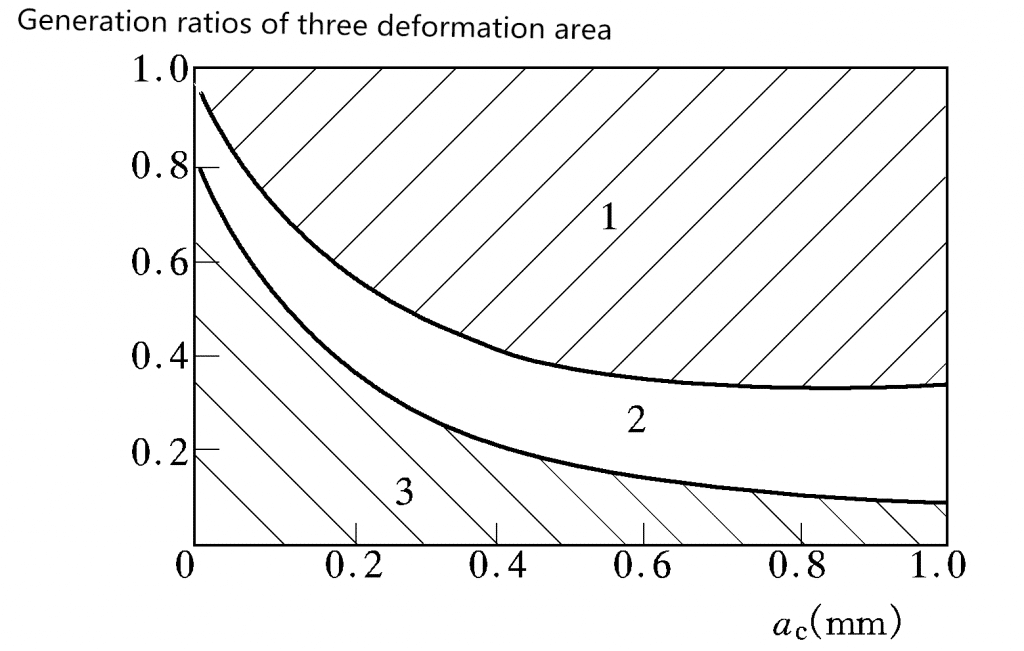
Kesme ısısı tarafından üretilen ısı miktarı ve üç deformasyon bölgesinde üretilen ısı oranı kesme koşullarına göre değişir. Plastik metal malzemeleri işlerken, yan aşınma miktarı büyük olmadığında ve kesme kalınlığı büyük olduğunda, ilk deformasyon bölgesinde üretilen ısı en fazladır. Takım aşınma miktarı büyük ve kesme kalınlığı küçük olduğunda, üçüncü deformasyon bölgesi Isı oluşma oranı artacaktır. Aşağıdaki diyagram, nikel, krom, molibden, vanadyum ve çeliğin bir karbür aletle işlenmesi sırasında üç deformasyon bölgesinde üretilen ısının kesim kalınlığına oranlarını göstermektedir.
Diyagram 1. Nikel, krom, molibden tarafından oluşturulan üç ısı oranı
- Birinci deformasyon bölgesi 2 saniye deformasyon bölgesi 3-üçüncü deformasyon bölgesi
Dökme demir gibi kırılgan malzemelerin işlenmesinde, kırılma cipslerinin oluşumu nedeniyle, çipin temas uzunluğu küçüktür, tırmık yüzündeki sürtünme küçüktür ve birinci ve ikinci deformasyon bölgelerinde ısı oluşma oranı azaltılmıştır. . Bu nedenle, üçüncü deformasyon bölgesinde üretilen ısı oranı nispeten artmaktadır. .
Kesme işlemi sırasında üretilen kesimin ısısı talaşların, iş parçasının, aletin ve çevresindeki ortamın kesim bölgesinin dışına yayılır. Her yoldan ısı transferinin oranı, kesme formu, alet, iş parçası malzemesi ve çevresindeki ortam ile ilgilidir. Tornalama işleminde ısının% 50 ~% 86'sı çip tarafından uzaklaştırılır,% 40 ~% 10, tornalama takımına aktarılır,% 9 ~% 3, iş parçasına sokulur ve yaklaşık% 1'i iş parçasına verilir. hava. Delme sırasında, ısının% 28'i talaşlar tarafından alınır,% 14.5'i alete aktarılır,% 52.5'i iş parçasına verilir ve% 5'i çevre ortamına verilir.
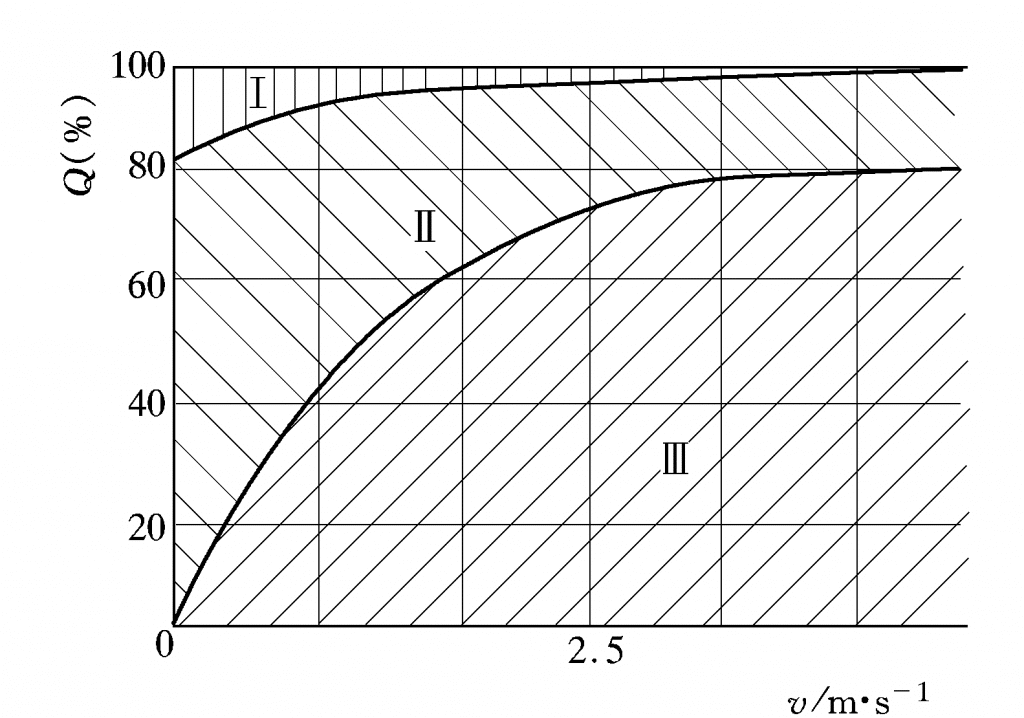
Ek olarak, “υ” kesme hızı da her bir güzergahın ısı transfer oranı üzerinde belli bir etkiye sahiptir. Kesme hızı ne kadar yüksek olursa, talaş tarafından o kadar az ısı taşınır. Aşağıdaki grafik entalpiğin ısı transferi üzerindeki etkisini göstermektedir.
Dia.3 Kesme hızının kesme ısısı transferine etkisi
I — Takım II — İş parçası III — Çip
Kesme ısısı ve kesim işlemine etkisi
Bir iş parçasının bir aletle kesilmesiyle üretilen ısı, kesme ısısı olarak adlandırılır. Kesme ısısı, kesme işlemi üzerinde birçok etkisi olan kesme işleminde de önemli bir fiziksel fenomendir. Kesimin ısısı iş parçasına aktarılır, bu da iş parçasının ısıl deformasyonuna neden olur ve böylece işleme doğruluğunu azaltır. İş parçası yüzeyindeki yerel yüksek sıcaklık, işlenmiş yüzeyin kalitesini düşürür.
Alete iletilen kesme ısısı, takım aşınmasının ve yırtılmasının önemli bir nedenidir. Isı kesme aynı zamanda takım aşınmasına neden olarak kesme verimliliğini ve maliyetini de etkiler. Kısacası, kesim ısısının kalitesi, verimliliği ve kesim maliyeti üzerinde doğrudan ve dolaylı etkileri vardır. Genel ısı üretme ve kesme ısısı kurallarını araştırın ve ustalaşın, kesme ısısının olumsuz etkilerini izin verilen aralıkla sınırlayın ve işlemeyi kesin. Üretim çok önemlidir.
Kesme sıcaklığını etkileyen ana faktörler
Birincisi, kesim miktarının kesim sıcaklığına etkisi
1. Kesme hızı, kesme sıcaklığı üzerinde önemli bir etkiye sahiptir. Deneyler, kesme hızı arttıkça, kesme sıcaklığının önemli ölçüde artacağını göstermiştir.
2. f besleme hızı da kesme sıcaklığı üzerinde belirli bir etkiye sahiptir. Besleme hızı arttıkça, birim zaman başına metal çıkarma miktarı artar ve kesim işlemi sırasında üretilen kesim ısısı da artar ve kesim sıcaklığının yükselmesine neden olur.
Bununla birlikte, besleme hızı arttıkça kesme sıcaklığındaki artış, kesme hızı kadar önemli değildir.
3. ap kesme derinliğinin kesme sıcaklığı üzerinde çok az etkisi vardır. Kesme bölgesinde oluşturulan ısı, kesim ap derinliği arttıkça orantılı olarak arttığından, kesme sıcaklığındaki artış, iyileştirilmiş ısı dağılımı koşullarından dolayı önemli değildir.