Khi các dải băng liên tục được sản xuất trong quá trình xử lý, nó không chỉ dễ làm trầy xước bề mặt phôi và làm hỏng lưỡi mà còn đe dọa đến sự an toàn của người vận hành. Do đó, điều rất quan trọng là phải thực hiện các biện pháp công nghệ cần thiết để kiểm soát loại phiến và phá vỡ phiến trong ngành công nghiệp chế biến cơ khí.
Bởi vì swarfs là sản phẩm của biến dạng lớp swarf, thay đổi điều kiện cắt là một cách hiệu quả để thay đổi các loại swarf và đạt được phá vỡ swarf. Các yếu tố ảnh hưởng đến điều kiện xử lý swarf chủ yếu bao gồm vật liệu phôi, góc hình học công cụ và mức tiêu thụ swarf.
Các cầu tàu chung cần thỏa mãn các điều kiện cơ bản sau:
1. cầu dao không được vướng vào dụng cụ cắt, phôi và dụng cụ và thiết bị liền kề của chúng.
2. không nên văng nước để đảm bảo an toàn cho người vận hành và người quan sát.
3. Khi hoàn thiện, phoi không thể làm trầy xước bề mặt gia công của phôi, điều này ảnh hưởng đến chất lượng của bề mặt gia công.
4. Đảm bảo độ bền đặt trước của máy cắt, và không bị mòn sớm và cố gắng ngăn ngừa thiệt hại của nó.
5. Khi dòng chảy ra, nó không can thiệp vào việc tiêm chất lỏng cắt; swarf sẽ không làm trầy xước hướng dẫn máy hoặc các bộ phận khác.

Phân loại Schiến tranh Shình dạng
Do mức độ biến dạng dẻo khác nhau, các loại phiến khác nhau có thể được tạo ra, như trong Hình 1. Khi xử lý vật liệu nhựa, phiến băng, phiến nút hoặc phiến hạt được hình thành chủ yếu. Khi chế biến các vật liệu giòn, các mảnh vỡ thường được hình thành.
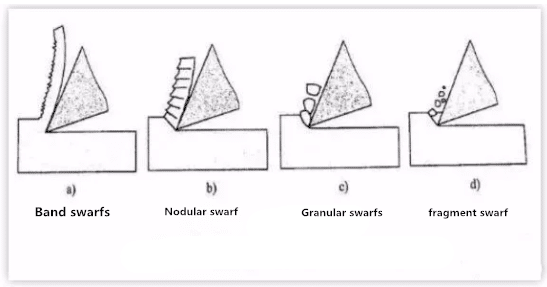
1. Các dải băng: Các dải băng là liên tục, đáy mịn và mặt sau có lông, như trong hình 1-1a. Các phiến như vậy dễ dàng được sản xuất khi vật liệu kim loại nhựa được gia công bằng dao cắt góc cào lớn hơn với tốc độ cắt cao hơn. Nó là sản phẩm của sự biến dạng không đủ của lớp cắt. Khi phiến dải được sản xuất, quá trình cắt trơn tru và độ nhám bề mặt của phôi nhỏ, nhưng phiến không dễ bị vỡ, điều này thường gây ra cuộn dây, làm nhám phôi và thậm chí ảnh hưởng đến hoạt động, do đó, sự cố vỡ phiến không thể bỏ qua.
2. Swodular swarf: Swod Nodular là một loại swarf có đáy mịn, vết nứt rõ ràng ở mặt sau và vết nứt sâu, như trong hình 1-1b. Các phiến như vậy dễ dàng được sản xuất khi vật liệu nhựa được gia công ở tốc độ cắt thấp hơn với một công cụ có góc cào giảm. Nó là sản phẩm của sự biến dạng đủ của lớp swarf và đã đạt đến mức độ cắt. Khi các phiến nốt được tạo ra, các phiến làm việc không ổn định và độ nhám bề mặt của phôi tương đối lớn.
3. Các phiến hạt: Các phiến hạt là các phiến hạt đồng nhất, như trong hình 1-1c. Khi sử dụng công cụ góc cào nhỏ để xử lý vật liệu kim loại nhựa ở tốc độ cắt rất thấp, rất dễ tạo ra những chiếc phao như vậy. Nó là sản phẩm của lớp cắt biến dạng hoàn toàn, đạt được sự thất bại cắt của vật liệu và làm cho các phiến vỡ dọc theo độ dày. Khi phiến hạt được sản xuất, công việc cắt không ổn định và độ nhám bề mặt của phôi tương đối lớn.
4. swrags swarfs: swarf mảnh là những swarf hạt mịn không đều, như trong hình 1-1d. Khi cắt các vật liệu giòn, phiến hình thành do sự nứt đột ngột của lớp cắt sau khi biến dạng đàn hồi hầu như không qua giai đoạn biến dạng dẻo. Khi nghiền phiến được hình thành, công việc cắt không ổn định, lưỡi dao chịu tác động lực lớn hơn và bề mặt gia công thô và không đều.
Có thể thấy từ trên rằng các loại phiến thay đổi theo vật liệu phôi và điều kiện cắt. Do đó, trong quá trình xử lý, chúng ta có thể đánh giá xem điều kiện swarf có phù hợp hay không bằng cách quan sát hình dạng của swarf. Chúng ta cũng có thể thay đổi hình dạng swarf bằng cách chuyển đổi điều kiện cắt, để nó có thể được chuyển đổi theo hướng có lợi cho sản xuất.
Nguyên tắc cầu dao bọp ẹp
Trong quá trình cắt kim loại, việc cầu dao có dễ bị phá vỡ hay không có liên quan trực tiếp đến biến dạng của cầu dao. Do đó, việc nghiên cứu nguyên lý phá vỡ cầu dao phải bắt đầu bằng nghiên cứu định luật biến dạng của cầu dao.
phiến được hình thành trong quá trình cắt sẽ có độ cứng cao hơn và độ dẻo và độ dẻo thấp hơn do biến dạng dẻo tương đối lớn. Hiện tượng này được gọi là cứng lạnh. Sau khi đông cứng, phoi trở nên cứng và giòn, và dễ bị vỡ khi chịu tải trọng uốn cong hoặc va chạm. Biến dạng dẻo càng lớn của phiến trải qua, hiện tượng độ cứng và độ giòn càng rõ ràng và càng dễ phá vỡ. Khi cắt các vật liệu có độ bền cao, độ dẻo cao và độ bền cao, khó phá vỡ các phiến, chúng ta nên cố gắng tăng sự biến dạng của các phiến để giảm độ dẻo và độ dẻo của chúng, để đạt được mục đích phá vỡ phiến.
biến dạng swarf có thể được chia thành hai phần:
Phần đầu tiên được hình thành trong quá trình cắt, mà chúng ta gọi là biến dạng cơ bản. Biến dạng phiến được đo bằng cách cắt tự do với dụng cụ quay mặt cào phẳng gần với giá trị của biến dạng cơ bản. Các yếu tố chính ảnh hưởng đến biến dạng cơ bản là góc cào công cụ, góc vát âm và tốc độ cắt. Góc trước càng nhỏ, vát âm càng rộng và tốc độ cắt càng thấp, biến dạng của phiến càng lớn và sự phá vỡ của phiến càng tốt. Do đó, giảm góc phía trước, mở rộng vát âm và giảm tốc độ cắt có thể được sử dụng như là biện pháp để thúc đẩy phá vỡ cầu dao.
Phần thứ hai là biến dạng của các cầu trong quá trình chảy và uốn, mà chúng ta gọi là biến dạng bổ sung. Bởi vì trong hầu hết các trường hợp, chỉ có biến dạng cơ bản trong quá trình cắt không thể làm cho phiến bị vỡ, cần phải thêm một biến dạng bổ sung khác để đạt được mục đích làm cứng và phá vỡ. Cách đơn giản nhất để buộc các phiến phải trải qua biến dạng bổ sung là mài (hoặc ấn) một hình dạng nhất định của phiến phá vỡ rãnh trên mặt cào để buộc phiến cong và biến dạng khi chảy vào rãnh phá vỡ. các phiến tiếp tục được làm cứng và ôm lấy sau khi biến dạng tái uốn thêm, và dễ dàng bị phá vỡ khi chúng va chạm với phôi hoặc sườn.
Phương pháp phá phồngS
Lý do cơ bản cho sự phá vỡ và liên tục của swarf nằm ở sự biến dạng và căng thẳng trong quá trình hình thành swarf. Khi cầu dao ở trạng thái biến dạng không ổn định hoặc ứng suất của cầu dao đạt đến giới hạn cường độ của nó, thì cầu dao sẽ bị vỡ. Thông thường, swarf sẽ bị gãy sau khi uốn.
Lựa chọn hợp lý các góc hình học công cụ, các tham số cắt và rãnh phá vỡ swarf là các phương pháp phá vỡ swarf thường được sử dụng.
1. Giảm góc cào và tăng góc lệch chính: góc cào và góc lệch chính là các góc hình học của dụng cụ có ảnh hưởng lớn đến phá vỡ cầu dao. Giảm góc trước, tăng biến dạng cầu, dễ gãy cầu. Bởi vì mài góc cào nhỏ sẽ làm tăng lực cắt và hạn chế cải thiện các thông số cắt, công cụ sẽ bị hỏng hoặc thậm chí là nghẹt nghẹt khi nghiêm trọng. Nói chung, phá vỡ cầu dao không chỉ được thực hiện bằng cách giảm góc cào. Tăng góc lệch chính có thể làm tăng độ dày cắt và dễ dàng phá vỡ phiến. Ví dụ, trong cùng điều kiện, dao 90 độ sẽ dễ dàng bị gãy hơn so với dao 45 độ. Ngoài ra, việc tăng góc lệch chính có lợi để giảm độ rung khi xử lý. Do đó, tăng góc lệch chính là một phương pháp phá phồng hiệu quả.
2. Giảm tốc độ cắt, tăng thức ăn và thay đổi các thông số cắt là một biện pháp khác để phá phồng. Tăng tốc độ cắt sẽ làm cho kim loại dưới cùng của phiến mềm và biến dạng của phiến không đủ, điều này không có lợi cho việc phá phồng; giảm tốc độ cắt sẽ dẫn đến phá vỡ swarf. Do đó, khi rẽ, cầu dao có thể bị phá vỡ bằng cách giảm tốc độ trục chính và tốc độ cắt. Tăng thức ăn có thể làm tăng độ dày cắt và dễ dàng phá vỡ cầu. Đây là một phương pháp phá phồng phổ biến trong chế biến, nhưng cần lưu ý rằng với sự gia tăng của thức ăn, độ nhám bề mặt của phôi sẽ tăng đáng kể.
3. Rãnh phá vỡ swarf: rãnh phá vỡ swarf dùng để chỉ rãnh được làm trên mặt cào của dụng cụ. Hình dạng, chiều rộng và góc xiên của rãnh phá vỡ cầu là tất cả các yếu tố ảnh hưởng đến phá vỡ cầu.
1) Hình dạng của rãnh phá vỡ
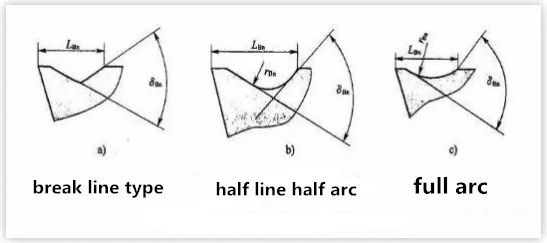
Các rãnh phá vỡ swarf thường được sử dụng là ba rãnh, tức là đường gấp, đường thẳng và vòng cung tròn, và vòng cung tròn đầy đủ, như trong Hình 2.
Khi cắt thép carbon, thép hợp kim và thép công cụ, có thể chọn đường gấp khúc, cung thẳng và rãnh phá vỡ; khi cắt phôi vật liệu nhựa cao, chẳng hạn như đồng nguyên chất, phôi thép không gỉ, rãnh vòng tròn vòng tròn đầy đủ có thể được chọn.
2) Chiều rộng của rãnh phá vỡ
Chiều rộng của rãnh phá vỡ cầu có ảnh hưởng lớn đến phá vỡ cầu. Nói chung, chiều rộng rãnh càng nhỏ thì bán kính uốn của phiến càng nhỏ thì ứng suất uốn trên phiến càng lớn và càng dễ gãy. Do đó, chiều rộng nhỏ hơn phá vỡ rãnh có lợi cho phá vỡ swarf. Nhưng chiều rộng của rãnh phá vỡ cầu dao phải được xem xét liên quan đến độ sâu cắt_p của nguồn cấp dữ liệu.
Các phiến hình chữ C có thể được hình thành nếu chiều rộng của rãnh phá vỡ rãnh và tốc độ thức ăn về cơ bản là phù hợp. Nếu rãnh cuộn của cầu dao quá hẹp, rất dễ gây ra hiện tượng chặn cầu, làm tăng tải trọng của dụng cụ tiện và thậm chí làm hỏng lưỡi cắt; nếu rãnh cuộn của swarf quá rộng và bán kính uốn quá lớn, biến dạng cắt là không đủ, và nó không dễ bị phá vỡ, và thường không chảy qua đáy rãnh để tạo thành các dải băng liên tục.
Chiều rộng của rãnh swarf cũng phải phù hợp với độ sâu cắt. Mặt khác, khi rãnh quá hẹp, sẽ xuất hiện rằng chiều rộng của swarf không dễ dàng cuộn tròn trong rãnh, và swarf sẽ không chảy qua đáy của rãnh để tạo thành các dải băng. Khi rãnh quá rộng, cầu dao trở nên hẹp, dòng chảy tự do hơn, biến dạng không đủ và không bị vỡ.
Để có được hiệu quả phá vỡ cầu dao thỏa đáng, nên chọn chiều rộng phù hợp của rãnh phá vỡ cầu dao theo các điều kiện xử lý cụ thể. Đối với các vật liệu có độ cứng thấp hơn, các khe nên hẹp hơn, trong khi các khe phải rộng hơn.