1. Đặc điểm xử lý của sắt xám
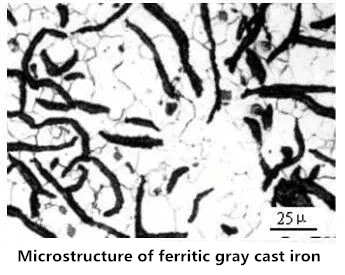
Gang xám có đặc tính giòn và độ bền kéo thấp (cấu trúc gang có thể được coi là cấu trúc hợp kim sắt-carbon chứa đầy lỗ than chì. Sự hiện diện của than chì làm giảm độ dẻo và độ dẻo của gang) và là một vật liệu giòn điển hình .
Cấu trúc khoang than chì của than chì vảy trong gang xám rất dễ tạo thành các vết nứt với các cạnh sắc. Trong quá trình cắt, dưới tác động của lực cắt của dụng cụ, vết nứt phát triển theo hướng kháng tối thiểu, dẫn đến sứt mẻ và gãy chip. Do đó, gang xám tạo thành những mảnh vụn vỡ trong quá trình cắt. Đồng thời, dụng cụ ở trạng thái làm việc cắt không liên tục trong quá trình xử lý gang xám. Khi than chì trong thân cơ sở bị cắt, dụng cụ ở trạng thái không hoạt động và kim loại bị cắt. Trong trường hợp thân máy, hành động cắt của dụng cụ xảy ra và dao liên tục cắt vào và cắt ra, gây ra các chu kỳ ứng suất kéo và nén tần số cao của dụng cụ gần mép cắt. Tải trọng xen kẽ làm cho lớp bề mặt của dụng cụ bị mỏi và gây ra sứt mẻ nhẹ ở cạnh cắt, làm giảm Hiệu suất cắt của dao.
Trong quá trình cắt, cấu trúc gang xám cắt thường xuyên bị phá vỡ bất thường, gây ra sự thay đổi không ổn định trong lực cắt và tác động lớn đến lưỡi cắt. Khi gang xám bị cắt, các mảnh vụn điển hình được tạo ra. Hệ số biến dạng của chip là nhỏ và chiều dài tiếp xúc của chip cực ngắn, do đó lực cắt và nhiệt cắt được tập trung trong một khu vực nhỏ của lưỡi cắt và dụng cụ có độ mòn sốc nhiệt.
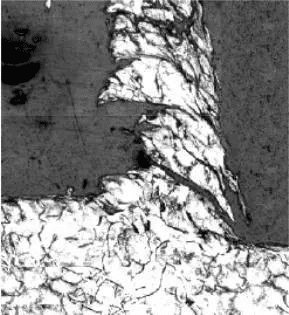
Các mảnh vụn sứt mẻ và các điểm cứng cacbua rơi xuống do máy cắt tạo ra khi cắt gang xám thường làm cho bề mặt phôi và lưỡi dao phía sau bị mài mòn, dẫn đến mài mòn sườn VB; nhiệt độ cắt rõ ràng tăng lên một khi mặt sườn bị mòn, sứt mẻ và sứt mẻ dễ dàng đi vào giao diện sứt mẻ. Dưới nhiệt độ cao và áp suất cao, phần tử sắt trong phoi và bề mặt dụng cụ và bề mặt dụng cụ tạo thành dung dịch rắn thay thế vô hạn, dẫn đến hao mòn khuếch tán, trong khi chip làm mềm và bám dính vào bề mặt dụng cụ. Bề mặt mài mòn tạo thành một lớp dính đồng nhất dẫn đến hao mòn liên kết. Khi cạnh của dụng cụ cắt bị mòn hoặc sứt mẻ, lực cắt tăng mạnh, chất lượng bề mặt của phôi đã giảm đáng kể và cạnh dễ bị vỡ hoặc sập, dễ sụp đổ;
2. Hiệu ứng của các góc cắt chính
90 độ của các góc cắt chính sẽ giới thiệu triệt để lực cấp liệu vào phần mỏng hơn của vật liệu phôi;
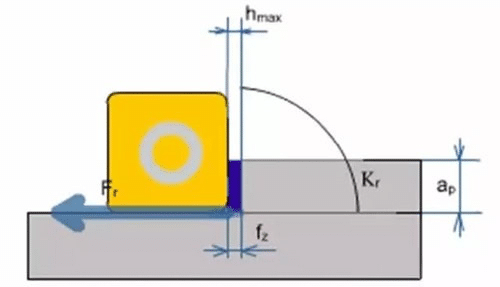
45 độ góc cắt chính sẽ hướng lực vào vật liệu được đỡ bởi đế rộng hơn;
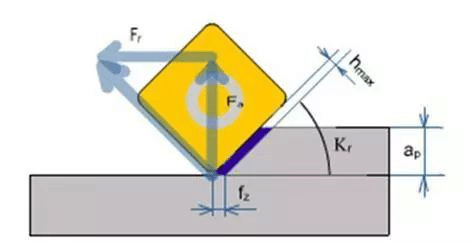
Khoảng trống và vệt xảy ra khi lực cấp liệu vượt quá cường độ vật liệu. Các vật liệu giòn như gang có xu hướng có các khoảng trống, trong khi các vật liệu phôi cứng hơn có xu hướng có các vệt. Vật liệu phôi khó khăn hơn thường có burrs. Nó hướng lực lượng thức ăn đến phần cứng hơn của vật liệu phôi. Điều này làm giảm hoặc loại bỏ sự hình thành các mũi hoặc phôi.
3. Hiệu quả của các rãnh cắt khác nhau
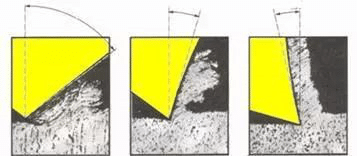
Việc sử dụng một lưỡi dao có rãnh sắc có thể làm giảm hiệu quả lực cắt và giảm sự xuất hiện của sứt mẻ. Tại thời điểm này, fz bị giới hạn bởi độ dày chip trung bình của lưỡi dao. Cố gắng chọn loại lưỡi có độ bền tốt nhưng cạnh sắc nét (cắt hình dạng rãnh nhẹ, góc trước lớn, loại lưỡi mạnh nhưng mạnh (chiều rộng lưỡi nhỏ hơn T), trong khi gia công thô, khi ở trạng thái làm việc Khi không ổn định, khi fz lớn (hơn 0,2) được sử dụng, hiện tượng sứt mẻ sẽ trở nên trầm trọng hơn, đặc biệt là khi dụng cụ cắt vào và cắt phôi. Sau khi lưỡi dao mòn hơn 0,3, hiện tượng này cũng tương tự. Sẽ tăng lên.
4. Tác dụng của các vật liệu khác nhau
Lắng đọng hơi vật lý (PVD), các ứng dụng lớp phủ mỏng hơn và phù hợp với các cạnh cắt tương đối sắc nét. Lớp phủ làm tăng độ bôi trơn và giúp giảm lực cắt tạo ra giữa dụng cụ và phôi, làm cho việc cắt tương đối nhẹ. Đặc biệt đối với hiện tượng sập cạnh trong quá trình hoàn thiện, sẽ có một sự cải thiện lớn.
5. Các yếu tố khác
Trong thị trường gia công hiện nay, đối với việc xử lý vật liệu gang, từ kết quả xử lý thực tế, tuổi thọ công cụ của vật liệu sắt dễ uốn (chủ yếu là vũng) (dưới QT450) tốt hơn so với sắt xám (chủ yếu là sứt mẻ phôi). Sứt mẻ phôi và vệt dẫn đến một yếu tố lớn trong thay đổi công cụ. Ngoài góc chì 45 độ mà chúng ta thường sử dụng, loại lưỡi dao sắc được sử dụng, tương đối nhỏ cho mỗi răng. Nó cũng tăng cường độ cứng kẹp của phôi (thêm hỗ trợ phụ cho các bộ phận yếu), và cũng có thể thay đổi vị trí của dụng cụ, v.v.