
Dạy bạn cách nhanh chóng xác định ưu và nhược điểm của vòi
There are many taps on the market. Because of the different materials used, the price of the same specification is also quite different, so that the purchaser looks like a fog, I don’t know which one to buy. Here are a few simple ways to teach you:
At the time of purchase (except for non-detecting equipment, no slotted tap) can be easily detected (M6 is an example):
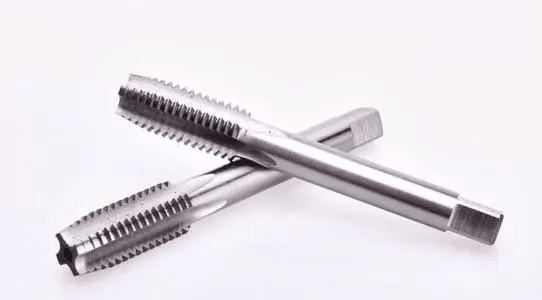
- See if the thread cutter at the front end of the tap groove is evenly chamfered (chamfered). Is there a fast opening in the cutting groove? The good one is a positive 7-shaped type, and the bad one is inverted 7 or U-shaped (it will be caused twice when exiting the wire tapping) Cutting, easy to break and affect the accuracy of the thread);
- detection of heat treatment: the drawing cone is parabolic in the air (about 5 meters) whether it is broken under the flat drop, the break indicates that the brittleness is large;
- Break the tap and see that the fracture is obliquely long. The molecular particles (metallographic structure 10.5#) in the fracture are fine, indicating that the heat treatment and material are good, flat or oblique, molecular particles (metallographic structure) Thick is not good.
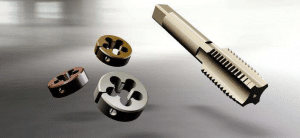
- for the quality of the tap depends mainly on its original material, heat treatment, groove type, precision, equipment, speed and material being processed, hardness, the quality of the operating staff, etc., more relevant! When selecting the tap, pay special attention to the original material of the tap, heat treatment, and groove type. For different processing holes, it is recommended to select different types of taps!
 How to use the tap?
How to use the tap?
If it is manual tapping, first locate and bottom hole. The diameter of the bottom hole is usually the nominal diameter of the tap-pitch, such as M5*0.8, and the bottom hole diameter is 5-0.8=4.2mm. Then chamfer the bottom hole. The workpiece to be machined must be clamped. In general, the side of the workpiece that needs to be tapped should be placed horizontally or vertically. Thus, when tapping the thread, it is relatively easy to judge and maintain the direction of the tap perpendicular to the base surface of the workpiece.
When starting the tapping, try to straighten the tap, then use one hand to press the axis of the tap and gently rotate the hinge with the other hand. When the tap rotates for 1 to 2 turns, it is observed from the front or side that the tap is perpendicular to the thread base of the workpiece. If necessary, it can be corrected by a square ruler. Generally, after tapping the thread of 3 to 4 turns, the direction of the tap is basically determined. If the tapping is not correct, the tap can be unscrewed, corrected by the two cones, and then the taper is tapped. When the cutting part of the tap enters the workpiece, it is no longer necessary to apply the axial force. can.
When tapping the thread, each time the hinge is rotated, the tapping of the tap should not be too much. Generally, it is appropriate to rotate 1/2~1 turn each time, and the tap below M5 should not be more than 1/2 turn at a time; When fine thread or thread with high precision is required, the feed amount should be reduced appropriately each time; the speed of tapping cast iron can be faster than that of tapping steel, and each time it is screwed in, it will be reversed again. 1/2 stroke; when tapping deeper threads, the stroke of the rotation is larger, and it needs to be reciprocated several times to break the chips, which is good for chip removal and reduce the chipping of the cutting edge to keep sharp. The cutting edge; at the same time, the cutting fluid smoothly enters the cutting part to play the role of cooling lubrication.
When turning the hinge, the operator’s hands should be balanced, and the force should not be too strong and the left and right sway, otherwise it will be easy to tear the thread and cause the threaded hole to expand and taper.
When tapping the thread, if you feel very laborious, you must not forcibly tap the thread. Reverse the tap to remove the chip, or use a two-cone to cut a few turns to reduce the load on the cutting part of the head cone, and then continue to attack with the cone. The thread is still very difficult or intermittently sounding “squeaky, slightly”, if the cutting is not normal or the tap is worn, the tapping should be stopped immediately to find the cause, otherwise the tap may break.
When the thread is not working, when the end cone is finished, use the hinge to drive the tap to loosen and loosen, then use the hand to screw out the tap. It is not suitable to use the hinge to screw out the tap. In particular, you can not use one hand to quickly move the hinge. Rotate the tap, because the tapped hole and tap are loose, and the hinge is heavy. If the tap is screwed out, it will easily cause rocking and vibration, which will destroy the surface roughness of the thread. When tapping the through-hole thread, try not to make all the taps in the calibration part of the tap to avoid expanding or damaging the last few threads.
When tapping with a set of taps, after the taper is finished, the cone or the three cones should be screwed into the threaded holes by hand until the rotation is not applied, so that the hinge can be used to prevent the previous one from being misaligned. The tap taps the thread and creates a disorder. When tapping the screw hole, always remove the tap and remove the chip to ensure the effective length of the threaded hole.
When tapping the threaded hole below M3, if it is a small workpiece, it can be tapped with a hand with a tap or a special short handle hinge to avoid strong attack and prevent the tap from breaking.