
Đặc điểm nổi tiếng và ứng dụng của phay ren
Các tính năng và ứng dụng phay luồng:
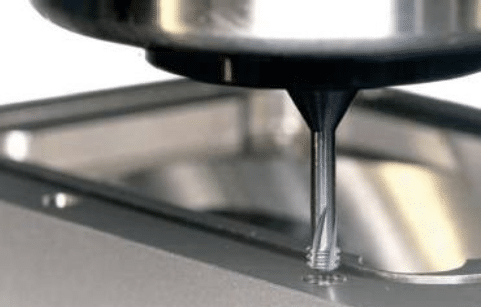
Với sự phổ biến của máy công cụ CNC, công nghệ phay ren ngày càng được sử dụng nhiều trong sản xuất máy móc. Phay ren là một liên kết ba trục của máy công cụ CNC. Dao phay ren được sử dụng để phay nội suy xoắn ốc để tạo thành ren. Công cụ di chuyển theo chuyển động tròn mỗi mặt phẳng ngang và di chuyển cao độ trong mặt phẳng thẳng đứng. Phay ren có nhiều ưu điểm như hiệu quả gia công cao, chất lượng ren cao, linh hoạt công cụ tốt và quy trình an toàn tốt. Có nhiều loại công cụ phay ren hiện đang được sử dụng. Bài viết này phân tích bảy dao phay ren phổ biến từ các đặc tính ứng dụng, cấu trúc dao và công nghệ gia công.
Máy cắt ren kẹp phi thường
Dao phay ren kẹp máy là công cụ phổ biến và rẻ tiền nhất trong phay ren. Chúng có cấu tạo tương tự như máy cắt kẹp máy thông thường và bao gồm các dụng cụ có thể tái sử dụng và lưỡi dao có thể thay thế dễ dàng. Nếu bạn cần gia công ren côn, bạn cũng có thể sử dụng arbor và lưỡi dao đặc biệt để gia công ren côn. Lưỡi dao này có một số lượng lớn của chủ đề cắt răng. Công cụ này có thể xử lý số lượng lớn của răng ren mỗi tuần một lần dọc theo đường xoắn ốc. Một dao phay có năm răng cắt ren 2 mm có thể gia công năm luồng ren với độ sâu chỉ 10 mm bằng cách gia công một chu kỳ dọc theo đường xoắn ốc. Để nâng cao hơn nữa hiệu quả xử lý, có thể chọn dao phay ren loại máy nhiều lưỡi.
Bằng cách tăng số cạnh cắt, tốc độ nạp có thể tăng đáng kể, nhưng các lỗi định vị hướng tâm và hướng trục giữa mỗi lưỡi dao được phân bổ trên chu vi có thể ảnh hưởng đến độ chính xác của luồng. Nếu độ chính xác của dao phay dao nhiều lưỡi không thỏa mãn, bạn cũng có thể thử chỉ cài đặt một lưỡi để xử lý. Khi chọn dao phay ren loại máy, đường kính của thanh cắt và vật liệu lưỡi thích hợp phải được chọn càng nhiều càng tốt theo đường kính, độ sâu và vật liệu phôi của ren cần gia công. Độ sâu ren của dao phay ren loại máy được xác định bởi độ sâu cắt hiệu quả của giá đỡ dao. Do chiều dài của lưỡi cắt nhỏ hơn độ sâu cắt hiệu quả của thân dao, nên việc xếp lớp là cần thiết khi độ sâu của ren gia công lớn hơn chiều dài của lưỡi dao.
2. dao phay phay tích phân thông thường
Dao phay ren tích hợp chủ yếu được làm bằng vật liệu cacbua rắn, và một số cũng được phủ. Dao phay ren tích hợp là nhỏ gọn và phù hợp để gia công ren có đường kính trung bình và nhỏ. Nó cũng có một dao phay ren tích hợp để gia công ren côn. Những dụng cụ này có độ cứng tốt, đặc biệt là dao phay ren tích hợp có rãnh xoắn ốc, có thể giảm tải hiệu quả và cải thiện hiệu quả xử lý khi xử lý vật liệu có độ cứng cao. Lưỡi cắt của dao phay ren tích hợp được phủ bằng răng ren, và toàn bộ quá trình xử lý ren có thể được hoàn thành bằng cách gia công một ren dọc theo đường xoắn ốc. Nó không cần phải được xếp lớp như một công cụ máy móc, vì vậy hiệu quả xử lý cao, nhưng giá tương đối đắt.
3. Dao phay phay có chức năng vát cạnh
Dao phay ren tổng thể có cấu trúc vát cạnh tương tự như dao phay ren tích phân thông thường, nhưng với cạnh vát đặc biệt ở gốc của cạnh cắt, có thể gia công vát đầu ren trong khi gia công ren. Có ba cách để máy vát. Khi đường kính dụng cụ đủ lớn, lưỡi cắt vát có thể được sử dụng trực tiếp để vát vát. Phương pháp này được giới hạn để gia công vát lỗ ren trong. Khi đường kính dụng cụ nhỏ, lưỡi cắt vát có thể được sử dụng để gia công vát cạnh bằng chuyển động tròn. Tuy nhiên, khi vát cạnh được thực hiện bằng cách sử dụng cạnh vát cạnh của lưỡi cắt, cần lưu ý rằng cần có một khoảng cách nhất định giữa phần cắt của ren cắt và ren để tránh nhiễu. Nếu độ sâu ren của gia công nhỏ hơn chiều dài cắt hiệu quả của dao, thì dao sẽ không thể đạt được chức năng vát, do đó nên chọn dao để phù hợp với chiều dài cắt hiệu quả và độ sâu ren.
4.thread khoan và phay dao
Dao cắt và phay dao được làm bằng cacbua rắn và là một công cụ gia công hiệu quả cao cho các ren trong có đường kính trung bình và nhỏ. Dao cắt ren có thể hoàn thành việc khoan lỗ dưới, vát lỗ và gia công ren trong cùng một lúc, giảm số lượng dụng cụ được sử dụng. Tuy nhiên, nhược điểm của loại công cụ này là tính linh hoạt kém và giá thành cao. Công cụ này bao gồm một phần được khoan của đầu, một phần có ren ở giữa và một lưỡi cắt vát ở gốc của cạnh cắt. Đường kính của phần khoan là đường kính dưới cùng của ren mà dụng cụ có thể gia công. Do giới hạn của đường kính của phần được khoan, máy khoan và dao phay chỉ có thể xử lý một luồng của ren trong. Khi chọn máy khoan và dao phay, không chỉ xem xét kích thước lỗ ren, mà cả chiều dài gia công hiệu quả của dao và độ sâu của lỗ gia công. Mặt khác, chức năng vát cạnh không thể được thực hiện.
Máy cắt phay 5.thread
Dao phay mũi khoan cũng là công cụ cacbua rắn để tạo ren trong hiệu quả. Chúng cũng có thể được sử dụng để máy lỗ và chủ đề cùng một lúc. Đầu công cụ có cạnh cắt như máy nghiền cuối. Do góc xoắn ốc của ren không lớn, khi công cụ tạo ren gia công chuyển động xoắn ốc, đầu cắt đầu tiên sẽ cắt vật liệu phôi để gia công lỗ dưới, và sau đó chỉ được gia công từ mặt sau của dao. Một số dao phay mũi khoan cũng có các cạnh vát cho phép vát các lỗ cùng một lúc. Công cụ này có hiệu quả xử lý cao và linh hoạt hơn so với máy khoan và dao phay. Đường kính ren trong của dao có thể được xử lý từ d đến 2d (d là đường kính của thân máy cắt).
6. làm cho chủ đề sâu cắt
Dao cắt ren sâu được phay là dao phay răng đơn. Một dao phay ren chung có nhiều
của răng ren trên lưỡi cắt, dụng cụ có diện tích tiếp xúc lớn với phôi và lực cắt cũng lớn và đường kính của dao phải nhỏ hơn khẩu độ ren khi gia công ren trong. Do giới hạn đường kính của thân máy cắt, độ cứng của dụng cụ bị ảnh hưởng và dụng cụ bị căng thẳng đơn phương khi phay ren. Khi ren sâu được phay, hiện tượng dao dễ xảy ra và độ chính xác gia công ren bị ảnh hưởng. Do đó, độ sâu cắt hiệu quả của dao phay ren chung là khoảng 2 lần đường kính thân máy. Việc sử dụng các công cụ ren sâu răng đơn có thể khắc phục tốt hơn những thiếu sót trên. Do lực cắt giảm, độ sâu gia công ren có thể tăng lên rất nhiều và độ sâu cắt hiệu quả của dao có thể đạt tới 3 đến 4 lần đường kính của thân máy cắt.
Hệ thống dao phay 7.
Tính tổng quát và hiệu quả cao là một mâu thuẫn nổi bật của dao phay ren. Một số công cụ có chức năng tổng hợp có hiệu quả xử lý cao nhưng tính linh hoạt kém, trong khi hiệu quả của công cụ linh hoạt thường không cao. Để giải quyết vấn đề này, nhiều nhà sản xuất công cụ đã phát triển các hệ thống công cụ phay ren mô-đun. Công cụ này thường bao gồm một thân cây, cạnh vát nhàm chán và dao phay ren đa năng. Các loại khác nhau của các cạnh vát nhàm chán và dao phay ren có thể được lựa chọn theo các yêu cầu xử lý. Hệ thống công cụ này có tính linh hoạt tốt và hiệu quả xử lý cao, nhưng chi phí công cụ cao.
Trên đây phác thảo các chức năng và tính năng của một số công cụ phay ren phổ biến. Làm mát cũng rất quan trọng khi phay chỉ, và nó là

đề nghị sử dụng máy móc và công cụ làm mát bên trong. Khi dụng cụ quay với tốc độ cao, chất làm mát bên ngoài không dễ dàng được đưa vào bởi lực ly tâm. Ngoài khả năng làm mát tuyệt vời của công cụ, phương pháp làm mát bên trong còn quan trọng hơn khi sử dụng ren lỗ mù để tạo điều kiện cho việc loại bỏ chip. Khi gia công lỗ có đường kính nhỏ bên trong, cần có áp suất làm mát bên trong cao hơn. Đảm bảo rằng việc loại bỏ chip được trơn tru. Ngoài ra, khi chọn công cụ phay ren, chúng ta cũng nên xem xét các yêu cầu xử lý cụ thể, chẳng hạn như lô sản xuất, số lượng lỗ vít, vật liệu phôi, độ chính xác của ren, thông số kích thước và các yếu tố khác và lựa chọn công cụ toàn diện.