
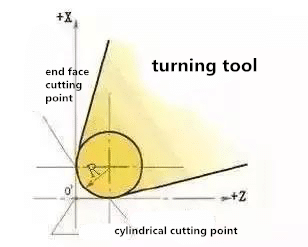
Được hiển thị như hình dưới đây, bán kính góc được hình thành bởi đường cắt cạnh cắt chính và cạnh cắt bên, còn được gọi là bán kính cạnh.
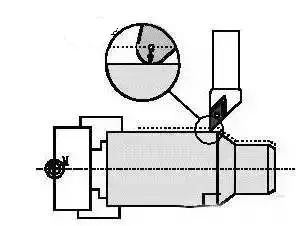
Trong quá trình cắt, để cải thiện độ bền của mũi dao và giảm độ nhám bề mặt của máy, một cạnh chuyển tiếp cung tròn thường tồn tại ở mũi dao. Bên cạnh đó, lưỡi dao không mài lại nói chung có một vòng cung chuyển tiếp với bán kính nhất định. Mặc dù đối với đầu tiện được mài sắc riêng, Nó vẫn sở hữu một mặt vát hình vòm nhất định. Không có góc tuyệt đối trên bất kỳ đầu quay nào.
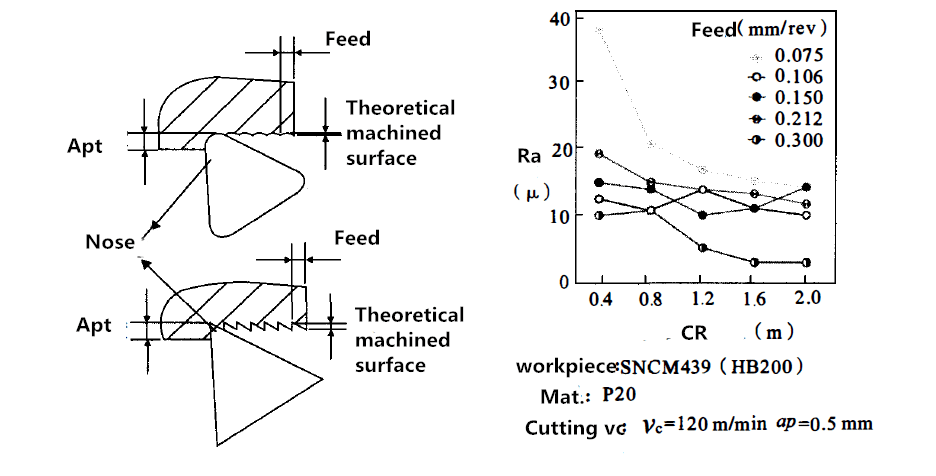
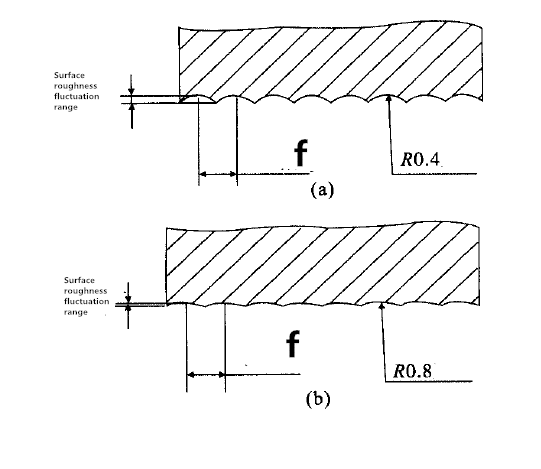
Qua so sánh trong Hình 1, có thể thấy rằng bán kính của bán kính mũi dao và lượng nạp trên mỗi vòng quay có tác động lớn nhất đến độ nhám bề mặt của phôi. Để đạt được các yêu cầu về độ nhám bề mặt lý thuyết, bán kính mũi dao và tốc độ nạp chính xác phải được chọn. Hình bên dưới là bảng quy chiếu về mối quan hệ giữa giá trị của ba yếu tố này. Nói chung, bán kính góc của đầu dao phù hợp với tốc độ nạp gấp ba đến bốn lần.
| f | ra | |||||
| r | 0.4 | 0.8 | 1.2 | 1.6 | 2.0 | |
| 1.6 | 0.07 | 0.1 | 0.12 | 0.14 | 0.16 | |
| 3.2 | 0.1 | 0.14 | 0.18 | 0.2 | 0.23 | |
| 6.3 | 0.14 | 0.2 | 0.25 | 0.28 | 0.32 | |
| 12.5 | 0.2 | 0.28 | 0.35 | 0.4 | 0.45 | |
| 25 | 0.28 | 0.4 | 0.49 | 0.56 | 0.63 |
bán kính góc r mm
f nạp tối đa trên mỗi Xoay. Mm
Ra Độ nhám μm
Đối với việc lựa chọn bán kính của bán kính mũi dao và lượng nạp trên mỗi vòng quay, nó cũng có thể được xác định theo công thức thực nghiệm lý thuyết (1).
Ra=f2/r*125
Trong đó:
Ra (μm) – độ nhám bề mặt;
f(mm/vòng) – nạp trên mỗi vòng quay;
r (mm) – bán kính cung đầu dao;
125 — hằng số.
Thay thế giá trị thiết lập của bán kính mũi dao và lượng nạp (1), chúng ta có thể tính toán độ nhám bề mặt lý thuyết và độ nhám bề mặt.
Ví dụ: Bán kính của cung mũi dao là 0,8 mm và tốc độ nạp là
0,2 mm/r, thay thế công thức (1) cho độ nhám bề mặt lý thuyết.
Ra=0,22/0,8*125=6,25μm
Độ nhám bề mặt lý thuyết là: 6,25 μm
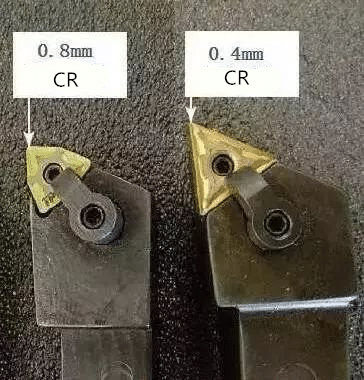
Điều đáng chú ý là nếu bán kính quá lớn, rung động sẽ xảy ra do tiếp xúc quá nhiều giữa dụng cụ và phôi. Ngược lại, nếu bán kính quá nhỏ, đầu sẽ yếu và nhanh bị mòn. Cần phải mài lại thường xuyên. Do đó, bán kính phi lê thường là 0,3 ~ 0,4mm.
Bù bán kính góc (bán kính cạnh)
Khi gia công máy tiện CNC, cần phải bù bán kính góc.
Khi lập trình, đầu dao thường được coi là một điểm, nhưng trong thực tế, có một góc tròn. Khi bề mặt, chẳng hạn như mặt cuối, đường kính ngoài, đường kính trong và tương tự, song song hoặc vuông góc với trục, được xử lý bởi một chương trình được lập trình theo điểm đầu lý thuyết, sẽ không xảy ra lỗi.
Tuy nhiên, trong quá trình xử lý thực tế, sẽ có hiện tượng cắt quá mức và cắt nhiều lần. Chúng ta sẽ thảo luận về hai tình huống sau:
- Mặt cuối tiện và mặt trụ trong và ngoài
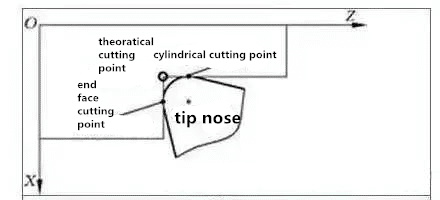
Hình dưới đây cho thấy đỉnh của một cung tròn và hướng của nó. Điểm mũi dao được sử dụng để lập trình và cài đặt dao là điểm mũi dao lý tưởng. Do sự hiện diện của cung mũi dao, điểm cắt thực tế là điểm tiếp tuyến của cung lưỡi dao và bề mặt cắt. Khi xoay mặt cuối, điểm cắt thực tế của cung mũi dao giống với tọa độ Z của điểm mũi dao lý tưởng; khi các lỗ bên ngoài và bên trong của ô tô được sử dụng, giá trị tọa độ X của điểm cắt thực tế và điểm đầu dụng cụ lý tưởng là như nhau. Do đó, không cần thực hiện bù bán kính mũi dao khi tiện mặt đầu và mặt trụ trong và ngoài.
2) Tiện mặt côn và mặt cung khi gia công mặt côn và mặt cung
Khi đường gia công không song song với trục máy, sẽ có sai lệch vị trí giữa điểm cắt thực tế và điểm đầu dao lý tưởng theo hướng tọa độ X và Z. Ảnh hưởng của bán kính mũi dao đến độ chính xác gia công được thể hiện trong hình bên dưới. Nếu được lập trình với điểm đầu dao lý tưởng, sẽ ít xảy ra hiện tượng cắt hoặc cắt thừa, dẫn đến lỗi gia công. Bán kính cung mũi dao càng lớn thì sai số gia công càng lớn.
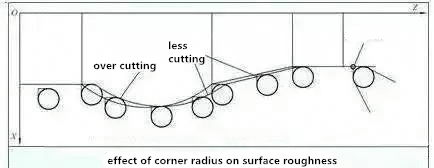
Trong quá trình gia công thực tế của dụng cụ tiện, do quy trình hoặc các yêu cầu khác, đầu dụng cụ thường không phải là một điểm lý tưởng mà là một cung tròn. Khi gia công các đường bao hình trụ và mặt cuối song song với trục tọa độ, cung mũi dao không ảnh hưởng đến kích thước và hình dạng của nó, nhưng khi gia công các đường bao hướng không tọa độ như hình nón và cung tròn, điểm cắt của dao nằm ở cung của cạnh dao. Nếu nó thay đổi hướng lên trên, vòng cung của đầu dụng cụ sẽ gây ra lỗi về kích thước và hình dạng, dẫn đến vết cắt ít hơn hoặc nhiều hơn. Loại lỗi gia công này do đầu dao không phải là một điểm lý tưởng mà là một cung tròn, có thể được loại bỏ bằng chức năng bù bán kính mũi dao.