The plunge milling method, also known as the Z-axis milling method, is one of the most effective processing methods for achieving high cutting rate metal cutting. For surface machining, grooving, and tooling with large tool hangs, the processing efficiency of the plunge milling method is much higher than that of the conventional face milling method. In fact, when it is necessary to quickly remove a large number of metal materials, the use of the plunge milling method can reduce the processing time by more than half.
edges of plunge milling
1. can reduce the deformation of the workpiece;
2. can reduce the radial cutting force acting on the milling machine, which means that the worn shaft of the shifting can still be used for the milling machining without affecting the machining quality of the workpiece.
3. The tool has a large overhang, which is very beneficial for the milling of the workpiece groove or surface;
4. can achieve grooving of high-temperature alloy materials (such as Inconel). The plunge milling method is ideal for roughing of mold cavities and is recommended for efficient machining of aerospace components. One of the special applications is to machine turbine blades on a three- or four-axis milling machine, which is usually done on a dedicated machine.
Application Environment
Specialized plunge milling knives are mainly used for roughing or semi-finishing. They can be cut into the workpiece recess or cut along the edge of the workpiece, or milled complex geometries, including root boring. To ensure a constant cutting temperature, all plunge milling knives with internal shank are internally cooled. The plunge milling cutter’s body and inserts are designed to cut into the workpiece at an optimum angle. Typically, the plunge milling cutter has a cutting edge angle of 87° or 90° and a feed rate range of 0.08 to 0.25 mm/tooth. The number of inserts on each plunge milling knife depends on the diameter of the milling cutter
Applications
Deep groove parts are a bottleneck in milling. Due to the overhanging of the tool during machining, the radial cutting force is increased, and vibration is easily generated during processing, which seriously affects the surface roughness quality and the production efficiency is extremely low. The plunge milling method can solve these problems well, because the pulse force of the plunge milling tool is small, and the larger cutting amount can be selected, which greatly improves the production efficiency.
Taking cap (see Fig. 1) as an example, in the deep groove processing, the experimental research on the plunge milling process is carried out, and on the basis of this, the surface roughness quality of the plunge milling process and the ordinary machining are compared and processed. The comparison of the chips has fully proved the superiority and processing efficiency of plunge milling.
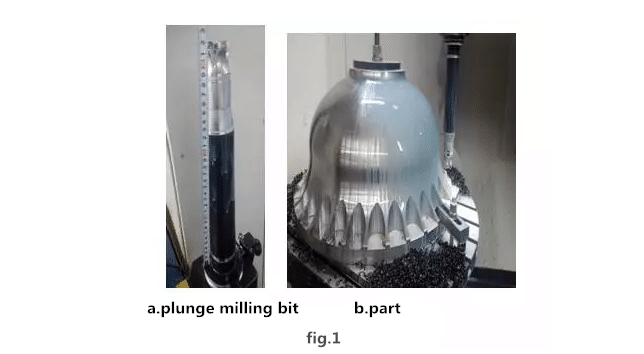
1. Analysis of difficult parts processing
Cap is a key component of a product. It has strict requirements on machining accuracy and surface roughness. The workpiece has a diameter of 838mm and a side surface of 325mm. It is vibrated by cutting with a lengthening cutter of 0.5mm each time. The surface of the part leaves trembling, which seriously affects the appearance of the surface of the part (see Figure 2). I have tried to punch the hole from the back and pass the boring bar through the hole. The effect is not good, and the processing efficiency is extremely low. One day is processed, and the labor intensity of the workers is high.

2.plunge milling application and effect
Plunge milling is mainly used for roughing or semi-finishing. It can cut into the workpiece recess or cut along the edge of the workpiece, or it can mill complex geometries. To ensure a constant cutting temperature, all plunge milling knives with internal shank are internally cooled. The plunge milling cutter’s body and inserts are designed to cut into the workpiece at an optimum angle. Typically, the plunge milling cutter has a cutting edge angle of 87° or 90° and a feed rate range of 0.08 to 0.25 mm/tooth.
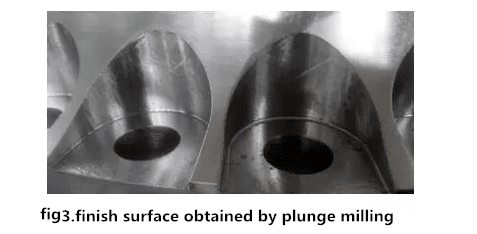
In the case of plunge milling, the first is the metal removal rate required for the part, the plunge milling method can greatly shorten the processing time; the other is suitable for the plunge milling method when the machining part requires a large axial length of the tool. The plunge milling process in Fig. 3 is compared with the side milling process in Fig. 2, and a good appearance effect is obtained, and the processing time is also increased to 3 hours.
3. The embodiment of processing efficiency
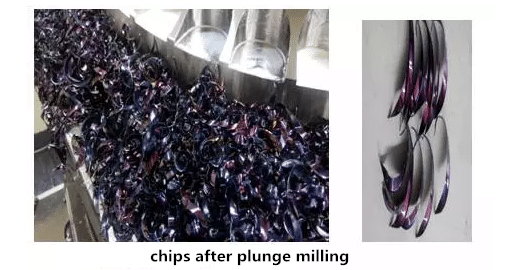
Due to the use of the plunge milling method, the radial cutting force can be effectively reduced, so that it has higher processing stability than the side milling method. The plunge milling process also helps to reduce the heat of cutting in the incoming tool and workpiece, because the speed at which the workpiece is cut and cut is very fast when the tool is rotated, and only a small portion of the workpiece in the moving step is in contact with the tool. Reduced cutting heat not only extends tool life but also minimizes workpiece distortion. As can be seen from Fig. 4, such a long toolbar can mill out the chips shown in Fig. 4, and it can be seen that the processing efficiency is indeed high, which is impossible to achieve with other processing strategies.
By adopting the processing strategy of plunge milling on the parts, the trembling on the surface of the parts disappears, which not only improves the surface appearance quality, but also avoids the blade chipping phenomenon, the tool consumption cost is reduced by 60%, and the processing efficiency is also improved by 8 times. The parts processed by the plunge milling method are dimensionally stable and achieve an ideal processing result, which not only saves the tool cost for the enterprise but also greatly shortens the delivery cycle.