If you don’t have a lot of experience in metalworking, you may not be familiar with this type of metal forming. How does it work and when do we use it?
What is a turret punch?
Turret punch, also known as turret punch, is a kind of punch for metal stamping.
Turret punching involves pushing the punch through a piece of metal to create a hole. There may be a mold on the other side of the hole to hold the metal. Turret punches can be drilled in different diameters and on a metal plate, as long as you need it.
Types of turret punches
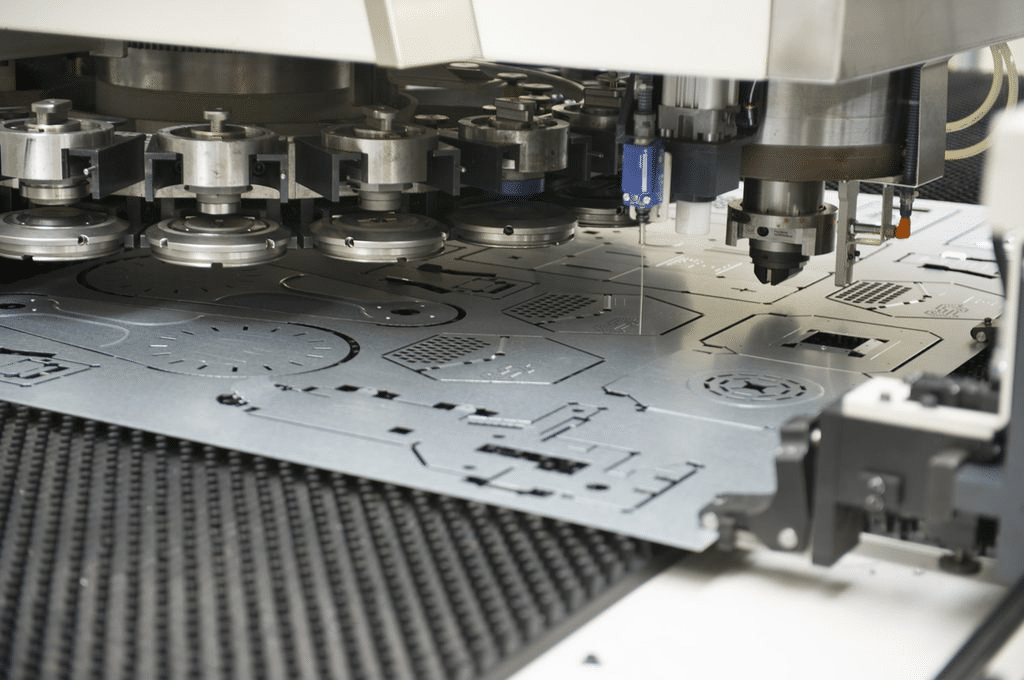
A CNC turret press can have up to 60 press tools to choose from. With this controller, we can rotate the tool holder quickly and conveniently, and move the required punching tools, whether square, circular or other shapes, to the punching position. If you use a press, there will be a turntable on the bed, one for the press and one for the mold. In order for the press to work effectively, the two turntables must be fully aligned and rotated synchronously.
State of the art state-of-the-art machines may also add forming and bending equipment, as well as punch cutting. Although it is unlikely to replace the pressure mechanism actuator used for box making, even the forming ability of small lugs may change the two machine process into one machine process, so as to shorten the material processing time.
When to use a turret punch?
If you want to cut many repeating shapes in succession, you can use a turret punch. If you need more complex, composite shapes, the laser cutter may be a better choice.
A typical CNC turret punch has up to 60 tools to choose from in a turret that can be rotated to bring any tool to the punch position. A simple shape, such as a square, circle, or hexagon, is cut directly from the sheet. A complex shape can be cut by making many square or circular cuts around the circumference. Since the stamping tool needs a matching punch and die set, there are two corresponding tool holders above and below the bed for punch and die. The two turrets must be rotated precisely in sync and carefully aligned. Several punches of the same shape can be used in the turret, each of which has a different angle because there is usually no function of rotating the sheet workpiece relative to the tool.
Why a turret punch?
Turret punching is a very fast and economic way to make holes on the metal plate, so people who need a fast and economic way to make holes on the metal plate often expect turret punching. Turret presses are so cost-effective because they contain multiple tools in one device, which means manufacturers avoid the cost of creating multiple, work specific press tools.
Since each tool in the turret press is relatively small, the power required for the press is smaller than for a press with a press stroke to make similar parts. This makes the tools lighter and sometimes cheaper, although this is offset by increased turret and paper positioning complexity. Each stroke of turret punch is heavier. The tool press works fast, although of course it needs many strokes. A turret punch can reach 600 strokes per minute.
Punching, and general stamping work, is a very suitable process for large-scale production. However, the initial processing cost of machine and special press is very high. This limits the use of punch work for small volume and prototype work. Turret punch is a way to solve this cost. A large number of standard punch tools are used in the mould of turret punch: holes of various sizes, straight edges, commonly used notches or mounting holes. By using a large number of strokes and several different tools in turn, the turret press can make a variety of parts without first making a special press tool for the task. This saves time and money, allowing rapid prototyping or small batch production without mold delays.
Punches are less flexible than lasers used to cut composite shapes, but faster for repetitive shapes such as grilles for air conditioning units. Some units combine the features of laser and punch in one machine.
How to exploit turret press?
Since each tool in the turret press is relatively small, the power required for the press is smaller than for a press with a press stroke to make similar parts. This makes the tools lighter and sometimes cheaper, although this is offset by increased turret and paper positioning complexity. Each stroke of turret punch is heavier. The tool press works fast, although of course it needs many strokes. A turret punch can reach 600 strokes per minute.
Most turret presses are numerical controlled, which can automatically locate the metal plate under the tool, and can also be programmed to select a specific tool. The cam process first converts the CAD design of the finished product into the number of individual stamping operations required, depending on the tools available in the turret.
The precise loading of the tool may vary depending on the needs of the particular job. In the CAD stage, turret punching is also optimized: it is possible to cut and fillet with a single chamfer much faster than a full fillet with multiple strokes. Changing unimportant dimensions, such as the width of the ventilation duct, may match the available tools and require one cut instead of cutting each side separately. CAD support also manages the selection of tools to be loaded into the turret before starting work.