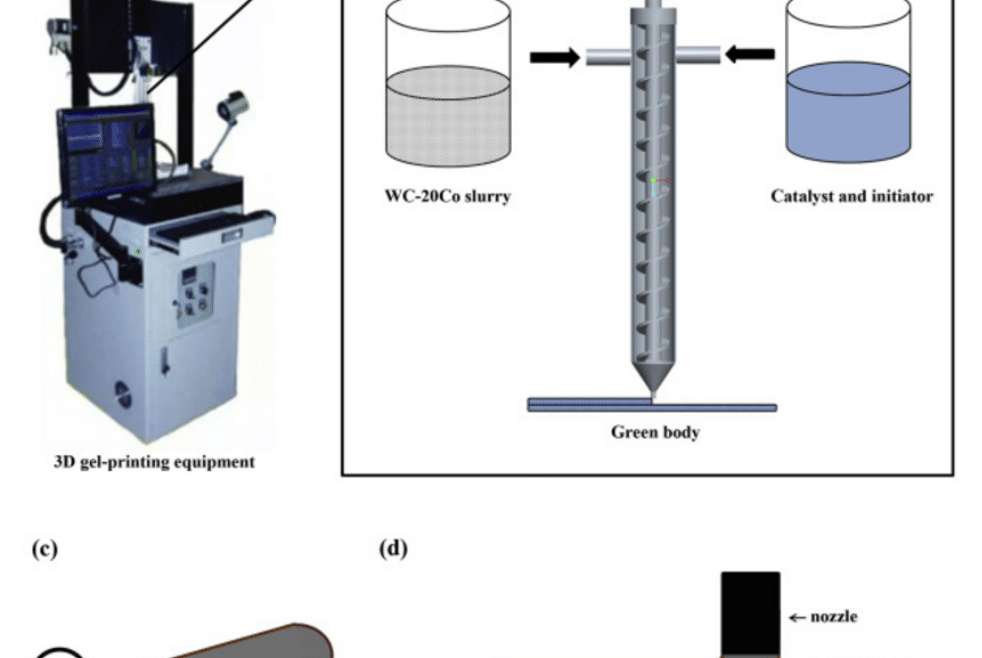
Abstract3D凝胶印刷(3DGP)是一种新型的制造技术,通过逐层沉积和凝胶化金属浆料来构建3D组件。在此,通过3DGP直接形成具有47-56体积%WC-20Co的固体负载量的基于甲基丙烯酸羟乙酯(HEMA)的浆料,然后在真空烘箱中烧结。 WC-20Co浆料表现出合适的流动和剪切稀化行为,这对于3DGP形成过程是有利的。研究了3DGP加工参数(如印刷内径和填充率)对印刷坯料表面粗糙度和尺寸精度的影响。研究了固体负载量对WC-20Co浆料流变性能,烧结密度,烧结密度和力学性能的影响。结果表明,样品印刷形状良好,精度适中,显微组织均匀。烧结样品具有良好的形状保持性和均匀的微观结构。最佳样品密度,硬度和横向断裂强度分别为13.55g / cm3,HRA87.7和2612.8MPa。 3DGP在复杂形状的WC-20Co元件的近净成形方面具有独特的优势。 1.简介WC-Co硬质合金由嵌入连续Co基质中的硬质WC颗粒组成,是最重要的金属基质复合材料之一。它们现在广泛用作钻孔和切削工具,冲压模具,磨损件和其他特殊零件。由于WC颗粒的不熔性,通常使用粉末冶金(PM)工艺生产烧结碳化物,其中发生WC-Co粉末压块的液相烧结。产品的形状复杂性受到模具结构的严重限制。另外,由于WC-Co硬质合金的高硬度和强度 - 韧性,因此难以加工WC-Co硬质合金。使用传统方法制备复杂形状的硬质合金零件是一个巨大的挑战。近年来,开发了适用于制造近净形状和复杂零件的增材制造(AM)技术,并应用于生产多种金属材料,如如不锈钢,钛,钛合金和铝合金(SLM)。直接金属激光烧结(DMLS),电子束熔化(EBM)等是典型的主流技术。激光工程网络成型(LENS)可以生成复杂的形状和几乎完全致密的部件。在这些AM工艺中,金属粉末通过激光/电子束逐层选择性地层叠,直到构建部件。然而,关于WC-Co硬质合金的添加剂制造的研究很少。首先,WC-Co硬质合金由WC颗粒和Co基质材料组成,两种材料的熔点差别很大。当WC-Co粉末被加热到Co的熔点时,WC颗粒保持固态;粉末进一步加热,Co开始蒸发。部分熔融会降低产品的密度。为了解决这个问题,一些研究人员试图添加一些粘合剂,如低熔点金属。顾等人。将Cu粉末和WC-10Co粉末以60:40的重量比混合,并使用DMLS制造50mm×10mm×9mm的样品。由于Cu含量较高,该样品的相对密度达到94.3%。其次,这些粉末床熔融技术对所用粉末有一定的要求。在SLM和EBM工艺中,金属粉末通过辊子传播,而DMLS和LENS通常配备有同步粉末进料系统。为了获得均匀和薄的粉末层,两种粉末进料类型都需要具有良好流动性的细粉末和球形粉末。商业上不规则形状的WC-Co粉末不满足这些要求。此外,激光/电子束加热和冷却(即烧结过程)非常快。只有少数WC颗粒可溶解到液相中。不完全烧结可能会降低产品性能。最后,上述技术需要高真空或惰性气体保护系统,这些系统成本高并且涉及钴的脱碳和蒸发。 Bear等人。发现粉末原料中没有足够的游离碳来补偿LENS过程中发生的碳损失。尽管上述技术可以生产许多复杂的部件,但它们可能不适合生产WC-Co硬质合金。为了解决传统方法的局限性以及上述AM技术在WC-Co硬质合金生产中的问题,提出了一种称为3D凝胶印刷(3DGP)的新AM工艺。 3DGP将凝胶注射成型与熔融沉积模型(FDM)相结合,并能够将3D模型转换为3D实体。图1(a)显示了我们设计的3DGP设备。图1(b)显示了该装置的挤出和沉积系统的放大视图。首先,将设计的3D模型切割成一系列2D切片。然后将有机单体溶液中的粉末浆料用作“墨水”,并在压缩空气的特定压力下输送到3D GP设备的螺杆挤出机。同时,引发剂和催化剂按比例输送到同一螺杆挤出机中。将材料充分混合并通过喷嘴挤出,然后沉积在印刷平台上。在短时间后,使有机单体交联,并通过三维交联聚合物将固体粉末保持在适当位置。以这种方式,逐层选择性地沉积浆料,这与3D模型的每个预先构建的2D切片一致。最后,获得三维结构生坯。为了避免在打印过程中绿色的坍塌,打印平台保持静止,并且3DGP设备的打印头可以沿X,Y和Z轴移动,这与传统的FDM设备不同。与传统的FDM设备类似,新设备具有成型灵活,结构简单,控制准确的优点。干燥后,将生坯脱脂并在真空或常压炉中烧结。图1 3DGP示意图:(a)3D凝胶印刷设备,(b)挤出和沉积系统的放大视图,(c)浆料长丝和(d)丝胶长丝的沉积。凝胶铸造已用于生产各种金属材料和陶瓷,如WC-8 wt%Co,17-4PH不锈钢,高温合金,Al2O3,Si3N4,SiC等。这证明了各种材料粉末可以稳定地分散和悬浮在有机单体溶液中,这意味着3DGP在形成包括金属,金属合金,金属基质复合材料和陶瓷在内的许多材料方面具有很大的潜力。目前对复杂硬质合金零件的需求不断增加。 WC-20Co是一种典型的硬质合金。在该研究中,WC-20Co浆料用作可印刷油墨,并且通过3DGP研究WC-20Co组分的添加制造。目的是制备WC-20Co复合材料零件的高密度,高机械性能,研究3DGP在WC-Co硬质合金零件近净成形中的可行性和实用性。 Preparation2.1。 WC-20Co浆料制备在该工作中使用平均粒径为2.7μm的商业WC粉末和平均粒径为46.5μm的Co粉末。图2(a)和(b)分别显示了WC粉末和Co粉末的外观。使用WC-Co重量比为80:20的球磨混合物和以重量比为5:1的WC-20Co粉末混合的硬质合金球混合这些原料。图2(c)显示了研磨24小时后的WC-20Co复合粉末。 2粉末材料的形态:(a)WC粉末,(b)Co粉末和(c)WC-20Co复合粉末。为了防止钴的氧化,设计了非水凝胶系统。选择甲苯和甲基丙烯酸羟乙酯(CH 2 = C(CH 3)COOCH 2 CH 2 OH,HEMA)作为溶剂和有机单体。表1列出了用于WC-20Co浆料的凝胶体系。表1.用于WC-20Co浆料的化学试剂体系。溶剂有机单体交联剂分散剂引发剂催化剂甲苯 - 甲基丙烯酸羟乙酯(HEMA)N,N'-亚甲基双丙烯酰胺Solsperse-6000过氧化苯甲酰(BPO)二甲基苯胺(TEMED)实验中使用的试剂均为分析纯。首先,HEMA(单体)和N,N'-亚甲基 - 双丙烯酰胺(交联剂)以80:1的重量比混合。然后以50体积%HEMA的浓度溶解在甲苯中以制备预处理。混合物。接下来,通过将WC-20Co粉末分散到预混溶液中来制备具有不同固体负载量的浆料。以一定比例同时加入分散剂Solsperse-6000(ICI Co.USA,无毒)。然后将这些WC-20Co悬浮液球磨2小时,得到均匀的浆料。 3D凝胶印刷工艺将上述WC-20Co浆料在适当的压力下输送到3D GP装置。本文使用三个内径为0.5,0.6和0.7mm的喷嘴。表2列出了3DGP过程的打印条件。基于这些印刷参数,以斜角切割机为例,制备并分析了一些矩形样品,以确定3DGP的精度和表面状况。在3D凝胶印刷过程之后,将生坯在真空烘箱中在60℃下干燥8小时。将干燥的生坯在700℃下脱脂1小时,最后在真空碳管炉(真空<2Pa)中在1360℃下烧结1小时。表2. 3DGP的印刷条件。编号印刷条件喷嘴直径厚印刷速度1 0.50 mm 0.35 mm 28 mm / s2 0.60 mm 0.45 mm 28 mm / s3 0.70 mm 0.55 mm 28 mm / s2.3。测量使用NDJ-79旋转粘度计在25℃下测试WC-20Co浆料的粘度。热重分析(TGA)和差热分析(DTA)用于研究在高纯度氩气流下加热速率为10℃/ min时有机粘合剂的热失重和分解动力学。阿基米德原理用于测量绿色密度和烧结密度。激光扫描共聚焦显微镜用于观察3DGP生坯的表面粗糙度,外观和横截面形态。通过扫描电子显微镜观察WC-20Co粉末的外观和绿色和烧结样品的微观结构。使用具有金刚石锥和60kg载荷的洛氏硬度计测试烧结样品的硬度。通过电子万能试验机以10mm / min的加载速率进行切成5mm×5mm×35mm的烧结试样的弯曲试验。每组报告的数据基于从3到5个样本获得的属性。结果与讨论3.1。 WC-20Co浆料的流变行为和凝胶化过程浆料的质量取决于两个关键因素:固体负载和粘度。图。图3显示了固体负载对剪切速率为20s -1的WC-20Co浆料粘度的影响。浆料的粘度随固体载荷而增加。与凝胶注射成型的粘度要求(通常<1 Pa·s)不同,可以在3DGP工艺中使用更高的粘度(意味着更高的固体含量)。 3DGP浆料不需要用模具填充,但只需要具有一定程度的流动性(通常<3Pa·s),以便它可以通过喷嘴挤出。但是,过高的粘度可能会妨碍WC-20Co浆料的挤出。例如,固体含量为59vol%的浆料太粘而不能挤出。在这项研究中,四种不同的固体WC-20Co浆料由3DGP直接印刷:47,50,53和56vol%。图3.固体负载对WC-20Co浆料粘度的影响。此外,WC -20Co浆料具有假塑性流体性质。如图4所示,随着剪切速率的增加,WC-20Co浆料的粘度显着降低,表明剪切稀化行为。这表明WC-20Co浆料可以在由空气压力和搅拌引起的高剪切速率下流动,并且可以在特定压力下通过小直径喷嘴挤出。一旦浆料被挤出并且剪切力消失,浆料长丝在凝固之前的短暂空闲时间内保持其形状而不是扩散。这种剪切稀化特性非常有利于WC-20Co浆料在3DGP工艺中的挤出和沉积。图4. WC-20Co浆料的表观粘度与剪切速率之间的关系。添加催化剂二甲基苯胺之间存在空闲时间(TEMED)和引发剂过氧化苯甲酰(BPO)和凝胶化开始(交联聚合)。优化空闲时间是3DGP的关键点。在正确的空闲时间内,挤出系统的螺杆可以强烈搅拌WC-20Co浆料,催化剂和引发剂,并确保在挤出和沉积浆料后HEMA单体的交联聚合迅速发生。在印刷下一层之前,前一层浆料应具有足够的强度,以便生坯可以保持其形状并承受其自身重量。 HEMA的交联聚合是放热反应,因此使用带温度计的定制仪器来帮助确定空闲时间。在我们以前的工作中,我们发现催化剂TEMED的反应速率有显着影响,TEMED浓度为10 mmol / L时发生交联反应的稳定性。与催化剂的显着效果不同,通过调节引发剂的浓度来优化空转时间和聚合速率更方便。一旦加入到WC-20Co浆料中,引发剂BPO就会分解成自由基,成功引发聚合反应。图5显示了引发剂浓度对WC-20Co浆料的停留时间的影响,其中固体含量为56体积%。结果表明,WC-20Co浆料的凝胶化是可控的。空闲时间随着引发剂浓度的增加而降低。当引发剂浓度为40mmol / L时,空闲时间> 20min。然而,随着引发剂浓度增加至70mmol / L,空闲时间减少至约5分钟。当浓度超过100 mmol / L时,冲击的最小空转时间。类似的图案适用于具有不同固体含量的浆料。根据重复实验结果提出了引发剂(90 mmol / L)的最佳剂量。在该最佳卸载期间(约2分钟),在螺杆挤出机中将WC-20Co浆料与一定量的催化剂和引发剂混合,然后通过喷嘴挤出,最后在20秒内固化。 5引发剂浓度对WC-20Co浆料空闲时间的影响3.2。生坯的表征WC-20Co浆料通过常规喷嘴挤出,并且由于巴鲁斯效应(挤出膨胀),浆料长丝的直径略大于喷嘴的内径。如图1(c)所示,在浆料长丝沉积在印刷平台上之后,其自身的重力,流变性能和与喷嘴的轻微接触将变成半椭圆形,如图1(c)所示。通过控制空闲时间,印刷浆料可以在挤出下一层之前快速固化并且足够强。图1(d)是3DGP沉积过程的示意图。 WC-20Co浆料长丝交叉堆叠,下一层将填充前一层的空隙空间。由于上述巴鲁斯效应,有必要选择正确的填充率。填充率的影响如图6所示。用0.7mm喷嘴和具有56vol%固体的WC-20Co浆料印刷三种不同的填充率样品。当填充率为100%时,WC-20Co浆料会堆积,变形,然后损坏产品的形状。另一方面,如图1所示的格子结构所示,如图6(a)所示,低填充率导致生坯的密度低。填充率为92%,生坯形成良好。根据浆料的流变性质和喷嘴尺寸选择合适的填充率。图6不同填充率的绿色样品:(a)84%,(b)92%和(c)100%。内径喷嘴影响沉积层的厚度并最终确定生坯的表面粗糙度和尺寸精度。为了说明这一点,通过3DGP使用不同直径的喷嘴和具有56体积%固体载荷的WC-20Co浆料制备几个样品。测量它们的层厚度,表面粗糙度,形状和尺寸以计算3DGP形成精度。通过共聚焦激光扫描显微镜研究印刷样品的层厚度和表面粗糙度。图。图7是通过3DGP使用三个内径为0.5,0.6和0.7mm的喷嘴获得的生坯的侧视图。这表明浆料长丝保持其形状并及时固化,层之间具有良好的粘合。表3显示了印刷生坯的层厚度,表面粗糙度和尺寸。测量的层厚度(分别为0.355mm,0.447mm和0.552mm)的结果与表2中所示的3DGP的设置一致。随着喷嘴直径增加,印刷样品的表面粗糙度增加。当使用内径为0.5mm的喷嘴印刷长方体样品时,获得8.13±0.6μm的表面粗糙度(Ra)。当喷嘴的内径增加至0.7mm时,样品的表面粗糙度(Ra)高达19.98±0.9μm。从表3中可以看出,所有这些印刷坯料略大于三维模型,但在干燥过程中略小,因此更接近模型。图8显示了使用0.5mm喷嘴和具有56vol%固体载荷的WC-20Co浆料印刷的干燥矩形样品。如图8(b)所示,3DGP-bulit样品的表面没有明显的毛孔,碎片和翘曲缺陷。在长方体样品的表面上仍然可以看到线条印记。结果表明,3DGP装置具有良好的成形能力,使用细喷嘴制备样品可以降低表面粗糙度,提高尺寸精度。图8(e)显示了低放大率绿色干燥样品的横截面。打印层与绿色样本内的线之间没有界面。尽管WC-Co浆料逐层印刷,但是浆料的润湿和铺展性能良好,并且填充率适当,因此线材和层具有优异的粘合性。此外,在印刷和干燥步骤期间,在这些界面处仍然发生HEMA的交联聚合以及线和层的紧密结合。从SEM图像(图8(f))可以看出,绿色样品具有均匀的微观结构,并且WC-Co颗粒均匀分布。此外,颗粒被凝胶聚合物紧密覆盖并固定到位。图7:由3DGP:0.5mm喷嘴形成的不同喷嘴的生坯的侧表面外观和层厚度,(b)0.6mm喷嘴,和(c) 0.7mm喷嘴。表3.层厚度,表面粗糙度,印刷生坯的尺寸和干燥生坯的尺寸。 (3D模型为40 mm×20 mm×20 mm。) 8.由3DGP使用0.5mm喷嘴和WC-20Co浆料印刷的长方体样品,其固体载荷为56vol%:(a)三维模型,(b)干燥的生坯,(c)烧结样品,(e)在低放大倍数下干燥生坯的横截面,和(f)干燥生坯的微观结构。固体负载影响生坯的密度。如图1所示。如图9所示,当选择合适的喷嘴并选择适当的填充率时,随着浆料的固体载荷增加,生坯密度增加。在56vol%的固体载荷下,生坯密度为7.85g / cm 3。使用高固含量浆料有利于高密度生坯的生产,并减少干燥和烧结过程中的收缩,这有利于实现高密度均匀和高精度的烧结部件。在合理粘度的前提下,必须尽可能增加固体载荷。图9.不同WC-20Co固体载荷的3D GP样品的绿色密度和烧结密度.3.3。烧结样品3DGP工艺基于有机单体粘合剂和FDM的原位聚合。在烧结之前,绿色凝胶聚合物(有机粘合剂)应该分解并烧尽。为了研究有机粘合剂的热分解动力学,使用WC-20Co浆料以56体积%固体载荷印刷的绿色样品通过TG和DTA在流动的氩气氛中以10℃/ min的加热速率进行测试。 。如图10所示,由于甲苯的蒸发,绿色样品是吸热的,并且在低温(<100℃)下变得更轻。 DTA曲线在约450℃下显示出强烈的放热。对应于放热峰,生坯在300℃和500℃之间显示出显着的重量损失。当加热至600℃时,绿色样品损失3.08wt%。通过计算,干燥的绿色样品的有机物含量为3.02重量%。当温度高于600℃时,生坯的重量几乎不变。结果表明,加热至约600℃后,绿色聚合物凝胶完全烧尽。由于有机粘合剂含量低,3DGP印刷的绿色样品仅需要热脱脂。 3DGP可以形成大尺寸组件。考虑到炉温滞后,将WC-20Co样品在700℃下退火1小时。在图1中。如图8(c)所示,可以清楚地观察到3DGP制造的样品在烧结过程中的收缩是均匀的。烧结样品保持其形状而不翘曲并且在表面上没有缺陷。图10. 3DGP样品的DTA曲线和TG曲线,加热速率为10℃/ min。随着固体载荷增加,烧结密度为3DGP样本增加。就像图2中的密度数据一样。如图9所示,使用固体载量为56体积%的WC-20Co浆料印刷的样品显示出最大密度为13.55g / cm 3,其达到理论密度的99.93%。然而,当固体负荷降低至47体积%时,烧结密度仅为12.01g / cm 3(理论密度的88.58%)。固体负载的影响也反映在烧结样品的微观结构中。在高达56体积%的固体载荷下,SEM图像(图11(a))显示具有接近完全致密化的烧结样品,没有观察到裂缝或空隙。当固体含量低时,换句话说,溶剂含量和有机粘合剂含量高,溶剂的蒸发和有机粘合剂的烧尽导致许多空隙,这阻碍了烧结致密化。图。图11(b)显示当WC-20Co浆料的固体负载量减少至53体积%时,在烧结样品中存在一些小孔。在图2中可以观察到大量空隙。图11(c)显示了使用WC-20Co浆料印刷的样品的微观结构,其中固体含量为50体积%。如图1所示。如图11(d)所示,随着固体载荷进一步减小,出现越来越多的孔。在脱脂和烧结过程中没有足够的液相来填充溶剂和有机粘合剂留下的孔隙。这导致使用WC-20Co浆料印刷的样品中的低密度和大量空隙,其中固体含量为47体积%。图11.(a)56体积%,(b)53体积%,(c)通过3DGP印刷的烧结样品的SEM图像,50体积%,和(d)47体积%的WC-20Co浆料。图12显示烧结样品的硬度随WC-20Co浆料固体载荷的变化。在固体含量为47%(体积)时,硬度(HRA)仅为84.5。低固含量导致低烧结密度(高孔隙率),这显着降低了样品的机械性能。随着固体载荷的增加,硬度显着增加。使用具有56体积%固体载荷的WC-20Co浆料印刷的样品具有87.7的最大硬度(HRA)。图12.具有不同WC-20Co固体载荷的烧结样品的硬度值。横向断裂强度发生类似情况烧结样品。如图13所示,观察到样品的弯曲强度随着固体载荷的增加而增加。样品的断裂外观和微观结构(图14)也证实了这一点。如图1和图2所示。如图14(b),(c)和(d)所示,样品具有非常低的弯曲强度,并且由53%,50%和47%体积的低固体载荷引起许多孔。尽管存在孔,但可以看出WC颗粒均匀分布并且没有发生异常生长。用高WC-20Co含量(56vol%)浆料制备的样品的横向断裂强度为2612.8MPa。图13.具有不同WC-20Co固体载荷的烧结样品的弯曲强度。图14. WC-20Co样品的断裂模式使用具有不同固体载荷的浆料印刷:(a)56vol%,(b)53vol%,(c)50vol%,和(d)47vol%。图15显示由中制成的斜切刀(直径52mm) 3DGP并在1360°C下烧结。烧结均匀收缩。因此,斜角铣削具有良好的形状保持性。 3DGP印刷样品的机械性能类似于用传统印刷机和烧结技术制造的样品的机械性能。 3DGP是一种先进的近净成型工艺,可以在没有模具(自由成型)的情况下形成复杂的形状。可以在斜面上观察印刷线。 3DGP制造的零件需要在使用前进行抛光和抛光。 3DGP的成型速度仍然很慢。打印坡口铣削需要2小时46分钟。作为非模塑工艺,3DGP克服了复杂形状的局限性并简化了工艺流程。随着技术和设备的发展,成形精度和成形速度将逐步提高。 3DGP为WC-Co硬质合金零件的近净成形提供了一种新方法。图15.由3DGP打印的斜切刀。结论复合WC-20Co组件通过称为3D凝胶印刷的新AM工艺成功地以近净形状生产,其选择性地逐层沉积WC-20Co浆料。可以得出以下结论:(1)可以使用不规则形状的WC-20Co复合粉末和甲苯-HEMA凝胶体系制备具有合适流变性质的浆料。剪切稀化行为和控制胶凝反应使WC-20Co slury适用于3DGP工艺。(2)3DGP可用于制作复杂的生坯。使用精细喷嘴有助于提高3DGP的成型精度并降低样品的表面粗糙度。应根据浆料的流变性和喷嘴尺寸选择填充率。印刷样品具有良好的形状并且表面粗糙度为8.13±0.6μm。生坯的低粘合剂含量使得3DGP能够制造大尺寸组件。(3)增加WC-20Co浆料的固体负载量导致浆料粘度,生坯密度,烧结密度和烧结样品的机械性能的改善。使用56vol%WC-20Co浆料印刷的烧结样品的密度为13.55g / cm 3(理论密度的99.93%),硬度为87.7(HRA),弯曲强度为2612.8MPa。此外,微观结构均匀,WC颗粒细小均匀。参考文献:张新月,郭志蒙,陈光光,杨伟伟。三维凝胶印刷法制备WC-20Co成分。国际难熔金属和硬质材料杂志,第70卷,2018年1月,第215-223页
资料来源:Meeyou Carbide