
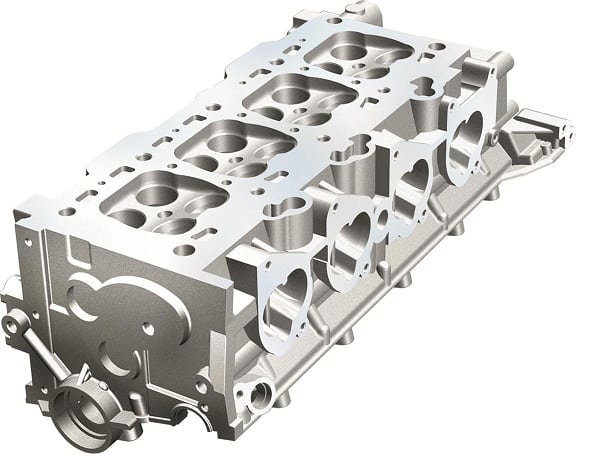
 气缸盖是发动机的关键部件之一,其顶部表面为安装表面,下部表面与气缸体上表面配合,两侧为排气管接头表面,前部为前护罩,前端为传动装置。后方,分别。所有六个表面都是配合表面,需要精确的尺寸,相互垂直,良好的平整度和较低的表面粗糙度。
气缸盖是发动机的关键部件之一,其顶部表面为安装表面,下部表面与气缸体上表面配合,两侧为排气管接头表面,前部为前护罩,前端为传动装置。后方,分别。所有六个表面都是配合表面,需要精确的尺寸,相互垂直,良好的平整度和较低的表面粗糙度。
切割技术的快速发展带来了高速,高效。为了实现气缸盖的高效率和高速加工,需要科学,先进,合理的加工工艺和高性能的机床,以及专业的切削刀具。
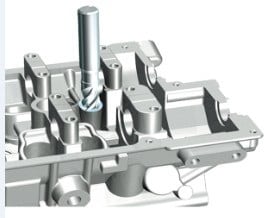
气缸端面铣削和凸台加工

AMA01,AMP01系列高速铣刀。刀体采用高强度铝合金经特殊处理,重量轻,切削速度可达5000m / min,动平衡性能好,精度高
多功能铣削
AL系列立铣刀,具有形状切削刃和大螺旋角设计,可有效防止组合发生。整个边缘的抗冲击设计可以实现高表面质量。
半圆孔制作
BMR04系列  用于精加工的球头立铣刀,具有优异的切削性能和高的成型进给率,适用于半精加工和精加工。
用于精加工的球头立铣刀,具有优异的切削性能和高的成型进给率,适用于半精加工和精加工。
小号teped hole加工
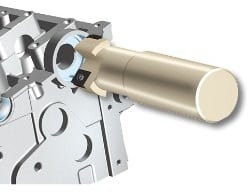
特殊工具,带阶梯边缘,螺钉夹紧,易于插入分度,只需一个工具即可高效完成所有型材。
火花塞加工

钻孔:专用的火花塞钻头,只有一道钻孔和倒角,高效率。
攻丝:优化设计全新水龙头,可实现高精度螺纹加工。
进行制孔
解决方案1:
铰孔前钻孔
钻孔:具有优良的自定心能力,直钻能够加工铝材料,可以实现相对较高的定位,直线度和表面光洁度。
铰孔:专用于导孔制作的铰刀,采用双芯片设计,切屑平滑,内部冷却液供给充分冷却,可实现高圆柱度,同心度和高精度。

解决方案2:
定制和非标准切割工具,在一次操作中完成导孔和座环,可以实现高定位一致性并节省通行证。
腔体加工

侧面和面铣刀,螺钉夹紧系统确保高精度和优异的表面质量,双齿结构设计保证高效率。