CNC加工必须掌握的一些CNC铣刀,如圆头刀,球刀等。
1.介绍该工具
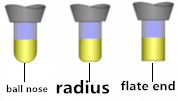
数控加工刀具必须适应数控机床的高速,高效和高自动化程度。数控铣刀主要分为平底刀(立铣刀),圆头刀和球刀,如图1-1所示。它们分为白钢刀,飞刀和合金刀。在工厂的实际加工中,最常用的刀具是D63R8,D50R6,D35R5,D35R0.8,D30R5,D25R5,D20R4,D20R0.8,D16R0.8,D12,D10,D8,D6,D4,D3, D2。 ,D2,D1.5,D1,D0.5,D10R0.5,D8R0.5,D6R0.5,D4R0.5,R5,R4,R3,R2.5,R2,R1.5,R1和R0.5 。
图1-1数控铣刀
(1)平底刀:主要用于粗加工,平面精加工,形状精加工和清晰角加工。缺点是尖端易于磨损并影响加工精度。
(2)圆头刀:主要用于模坯的粗加工,平面精加工和侧面精加工,特别适用于高硬度模具的粗加工。
(3)球刀:主要用于非平面半精加工和精加工。
2.工具使用
在CNC加工中,刀具的选择与加工精度,加工表面质量和加工效率直接相关。选择合适的刀具并设置合理的切削参数将使CNC加工能够以最低的成本和最短的时间实现最佳的加工质量。总之,工具选择的一般原则是:安装调整方便,刚性好,耐用,精度高。在满足加工要求的前提下,尽量选择较短的刀架来提高刀具加工的刚性。
选择工具时,工具的尺寸应根据毛坯的大小进行调整。如果型腔尺寸为80×80,则应选择D25R5或D16R0.8等刀具进行粗加工;如果腔体尺寸大于100×100,应选择D30R5或D35R5飞刀进行打开;如果型腔尺寸大于300×300,则应选择直径大于D35R5的飞刀进行粗加工,如D50R6或D63R8。此外,工具的选择取决于机器的功率。例如,数控铣床或小功率加工中心不能使用大于D50R6的刀具。
在实际加工中,平面部件的轮廓的端铣刀,凸台,槽等通常由端铣刀选择;选择带有硬质合金刀片的铣刀粗加工的表面,侧面和型腔;选择球头铣刀。圆形鼻刀具有倾斜的轮廓形状。
3.刀具切削参数设定
合理选择切削量的原则是:粗加工时,一般要提高生产效率,但也要考虑经济和加工成本;在半精加工和精加工中,在保证加工质量的前提下,考虑到切削效率,经济性和加工成本。具体值应基于机床手册,切削量手册和经验。
随着数控机床在生产实践中的广泛应用,数控编程已成为数控加工的关键问题之一。在编程NC程序的过程中,有必要选择工具并确定人机交互状态下的切割量。因此,程序员必须熟悉刀具的选择方法和确定切削量的原则,以保证零件的加工质量和加工效率,充分发挥数控机床的优势,提高企业的经济效益和生产水平。
表1-1和表1-2分别列出了飞刀和合金刀的参数设置。这些切割参数仅供参考。实际切削量应根据具体机床性能,零件形状和材料,夹紧条件等确定。进行调整)。
工具直径越大,速度越慢;对于相同类型的刀具,刀具杆越长,刀具尺寸越小,否则容易削减并导致过度切削。
表1-1飞刀参数设置
| 工具类型 | 最大加工深度(mm) | 普通长度(mm) | 普通加长(mm) | 主轴转速(/ m) | 进给速度(mm / min) | 吃刀(mm) |
| D63R8 | 130/300 | 150 | 320 | 700〜1000 | 2500〜4000 | 0.2〜1 |
| D50R6 | 100/230 | 120 | 250 | 800〜1500 | 2500〜3500 | 0.1〜0.8 |
| D35R5 | 150/200 | 180 | 300 | 1000〜2200 | 2200〜3000 | 0.1〜0.8 |
| D30R5 | 100/150 | 150 | 180 | 1500〜2200 | 2000〜3000 | 0.1〜0.5 |
| D25R5 | 70/150 | 120 | 180 | 1500〜2500 | 2000〜3000 | 0.1〜0.5 |
| D25R0.8 | 80/150 | 120 | 180 | 1500~2500 | 2000~2800 | 0.1~0.3 |
| D20R0.8 | 70/150 | 100 | 180 | 1500〜2500 | 2000〜2800 | 0.1〜0.3 |
| D17R0.8 | 70/130 | 100 | 180 | 1800〜2500 | 1800〜2500 | 0.1〜0.3 |
| D12R0.8 | 60/90 | 90 | 120 | 2000〜3000 | 1800〜2500 | 0.1〜0.2 |
| D16R8 | 60/100 | 100 | 150 | 2000〜3000 | 2000〜3000 | 0.1〜0.4 |


上述飞刀参数只能作为参考,因为不同飞刀材料的参数也不同,不同工具厂生产的飞刀长度略有不同。此外,根据CNC铣床或加工中心的性能以及要加工的材料,刀具的参数值也不同。因此,必须根据工厂的实际情况设置工具的参数。飞刀具有良好的刚性和大量的刀具,最适合于模具坯料的开口。另外,飞刀锋利的表面质量也很好。飞刀主要由刀具制成,没有侧边。如下所示
表1-2合金刀参数设置
| 工具类型 | 最大加工深度(mm) | 普通长度(mm)刀片/刀长 | 普通加长(mm) | 主轴转速(r / m) | 进给速度(mm / min) | 吃刀(mm) |
| D12 | 60 | 30/80 | 35/100 | 1800〜2500 | 1500〜2500 | 0.1〜0.5 |
| D10 | 55 | 25/75 | 30/100 | 2500〜3000 | 1500〜2500 | 0.1〜0.5 |
| D8 | 45 | 20/70 | 25/100 | 2500〜3000 | 1000〜2500 | 0.1〜0.5 |
| D6 | 30 | 15/60 | 20/100 | 2500〜3000 | 700〜2000 | 0.1〜0.3 |
| D4 | 25 | 11/50 | 11/100 | 2800〜4000 | 700〜2000 | 0.1〜0.3 |
| D2 | 10 | 5/50 | 不存在 | 4500〜6000 | 700〜1500 | 0.05〜0.1 |
| D1 | 5 | 2/50 | 不存在 | 5000〜10000 | 500〜1000 | 0.05〜0.1 |
| R6 | 60 | 22/80 | 22/100 | 1800〜3000 | 1800〜2500 | 0.1〜0.5 |
| R5 | 55 | 18/75 | 18/100 | 2500〜3500 | 1500〜2500 | 0.1〜0.5 |
| R4 | 45 | 14/60 | 14/100 | 2500〜3500 | 1500〜2500 | 0.1〜0.35 |
| R3 | 30 | 12/50 | 12/100 | 3000〜4000 | 1500〜2500 | 0.1〜0.3 |
| R2 | 25 | 8/50 | 8/100 | 3500〜4500 | 1500〜2000 | 0.1〜0.25 |
| R1 | 10 | 5/50 | 不存在 | 3500〜5000 | 800〜1500 | 0.05〜0.15 |
| R0.5 | 5 | 2/50 | 不存在 | 5000以上 | 500〜1000 | 0.05〜0.08 |
合金刀具有良好的刚性,不易生产刀具。这是完成模具的最佳选择。合金刀具有与白钢刀相同的侧边。在完成铜直壁时经常使用侧边。