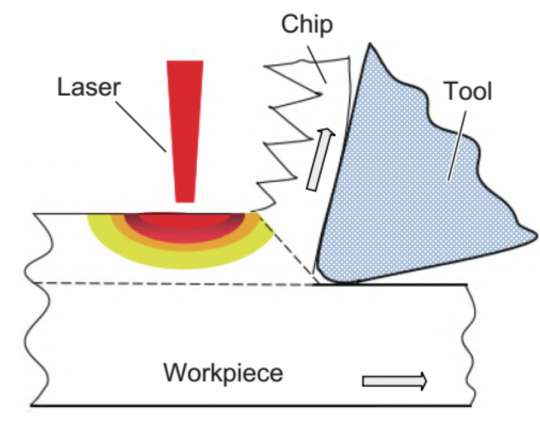
The power consumption in the process of metal cutting is expressed in the form of cutting heat and friction. These factors make the tool in bad machining conditions, with high surface load and high cutting temperature. The reason for high temperature is that the chip slides along the front face of the tool at high speed, producing high pressure and strong friction on the cutting edge.

Collapse
In the process of machining, the cutter meets the hard point in the micro structure of the component, or cuts intermittently, which can cause the cutting force to fluctuate. Therefore, the cutting tool has the characteristics of high temperature resistance, high toughness, high wear resistance and high hardness.
Groove wear
In the past half century, in order to continuously improve the performance of cutting tools, a lot of research work has been carried out. One of the key factors affecting the wear rate of almost all tool materials is the cutting temperature achieved in the process of machining. Unfortunately, it is difficult to define the parameters of cutting temperature calculation, but experimental measurement can provide the basis for empirical formula.
Generally, it is assumed that all the energy generated in the cutting process is converted into cutting heat, and 80% of the cutting heat will be taken away by the chips
The numerical value will change with some factors, and the cutting speed is the main factor. This causes about 20% of the heat to enter the tool. Even if the low carbon steel is cut, the tool temperature can exceed 550 ℃, which is the highest temperature that HSS can bear. When cutting hardened steel with CBN tool, the temperature of tool and chip can exceed 1000 ℃.
Relationship between tool wear and tool life
Tool wear patterns can be divided into the following categories:
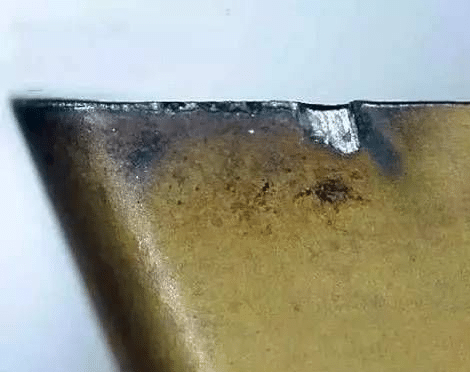
Wear of rear cutter face
Groove wear
crater wear
Cutting edge collapse
Hot crack
Burst failure
At present, there is no universally accepted unified definition of tool life in the industry. It is necessary to specify the tool life for workpiece material and cutting technology. A method to quantify tool life is to define an acceptable maximum wear value of the back face, that is, VB or VBmax.

Wear of rear cutter face
From a mathematical point of view, the tool life can be expressed by the following formula. Taylor formula provides a good approximate calculation method for tool life prediction.
Vctn = C, which is the general form of Taylor formula. The relevant parameters are as follows:
VC = cutting speed
T = tool life
D = cutting depth
F = feed rate
X and y are determined by experiments. N and C are constants determined by experiments or empirical values. They are different due to different tool materials, workpiece materials and feed rates.
From a practical point of view, in order to restrain excessive tool wear and overcome high temperature, three key elements should be paid attention to: substrate, coating and cutting edge treatment. Each element is related to the success or failure of metal cutting. These three elements, combined with the shape of the chip curling groove and the fillet radius of the tool tip, determine the applicable materials and application occasions of each tool. All the above parameters work together to ensure the long life of the cutting tool, and finally reflect the economy and reliability of processing.
matrix
Tungsten carbide tools with wear resistance and toughness have a wider range of machining applications. Tool suppliers usually control the WC grain size range from 0.3 μ m to 5 μ m to grasp the performance of the matrix. WC grain size has a great influence on the performance of tool cutting. The smaller the WC grain size is, the more wear-resistant the tool is; on the contrary, the larger the WC grain size is, the better the tool toughness is. The blades made of ultra-fine grain matrix are mainly used to process the processed materials in aerospace industry, such as titanium alloy, Inconel alloy, high temperature alloy, etc.

Accumulation tumor
In addition, the toughness of the matrix can be significantly improved by adjusting the cobalt content from 6% to 12%. Therefore, it is only necessary to adjust the composition of the matrix material to meet the requirements of the tool for toughness and wear resistance in the application of metal processing.
The properties of the matrix can be enhanced not only by the cobalt rich layer adjacent to the surface layer, but also by selectively adding other types of alloy elements to the cemented carbide, such as titanium carbide (TIC), tantalum carbide (TAC), vanadium carbide (VC) and niobium carbide (NBC). The cobalt rich layer significantly improves the cutting edge strength, which makes the tool have excellent performance in rough machining and intermittent machining applications.

Hot crack
In addition, in order to match the workpiece material and meet the specific processing requirements, the following five physical properties should be considered when selecting the appropriate matrix: impact toughness, transverse fracture strength, compressive strength, hardness and thermal impact toughness.
涂层
Currently, the mainstream coating materials in the market include:
Titanium nitride (TIN) – usually PVD coating, has the characteristics of high hardness and high oxidation resistance temperature.
Titanium nitride carbide (TiCN) – the addition of carbon can improve the hardness and self-lubricating property of the coating.
Titanium aluminum nitride (TiAlN or AlTiN) – consisting of a layer of alumina, extends tool life in applications with high cutting temperatures, especially for quasi dry / dry cutting. Compared with TiAlN coating, the surface hardness of the coating is higher due to the different ratio of aluminum to titanium. This coating scheme is very suitable for high speed machining applications.
Chromium nitride (CRN) – with the advantages of high hardness and high wear resistance, is the first choice solution to resist chip accretion.
Diamond (PCD) – has the best processing performance of non-ferrous alloy materials, especially for processing graphite, metal matrix composite, high silicon aluminum alloy and other grinding materials. It is not suitable to process steel at all, because the chemical reaction will destroy the combination of coating and substrate.
crater wear
Through the analysis of the development of coating materials and the growth of market demand in recent years, we can see that PVD coated tools are more popular than CVD coated tools. CVD coating thickness generally varies between 5-15 microns

The thickness of PVD coating is generally between 2-6 μ M. When CVD coating is applied on the upper surface of the substrate, tensile stress will be produced in CVD coating, while compressive stress will be produced in PVD coating. These two factors have a significant impact on the cutting edge, especially on the tool performance in intermittent cutting or continuous machining. The addition of new alloy elements in the coating process is not only beneficial to improve the adhesion of the coating, but also to improve the properties of the coating.
Blade cutting edge treatment
In many cases, cutting edge treatment (passivation) determines the success or failure of machining. The passivation parameters are determined by the preset application. For example, the cutting edge treatment required for high-speed finishing of steel is totally different from that used for rough machining.
In general, continuous turning requires passivation of the cutting edge, as do most milling of steel and cast iron. For severe intermittent machining, it is necessary to increase passivation parameters or t-land negative chamfering of cutting edge.
In contrast, when machining stainless steel or superalloy, it is necessary to passivate the blade to obtain a small passivation radius, and adopt a sharp cutting edge, because when machining such materials, it is easy to produce chip accretion. Similarly, when processing aluminum, a sharp cutting edge is also required.
In geometry, iska offers a wide range of blades with a helical cutting edge, the profile of which is progressively distributed around a cylindrical surface along the axis. The direction of the spiral blade is similar to a helix. One of the advantages of spiral edge design is to make the cutting process smooth and excessive, reduce chatter, and obtain higher surface finish. In addition, the spiral cutting edge can bear more cutting load, which can reduce the cutting force and remove more metal at the same time. Another advantage of helical cutting tools is that they have a longer tool life, because they have a lower cutting force and heat.