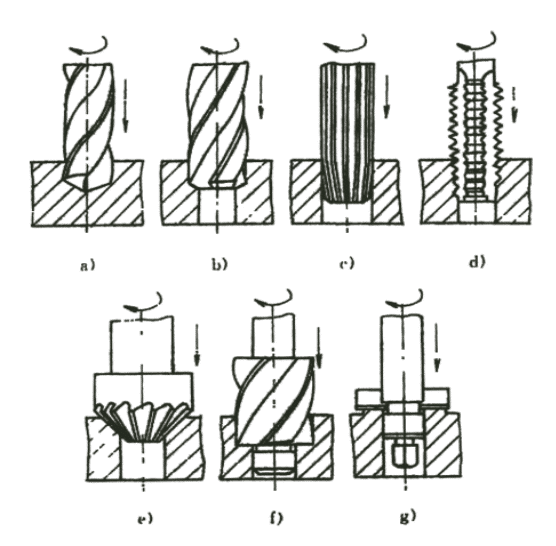
钻床是一种加工内孔的机床。它用于加工固体材料的孔。它主要用于加工形状复杂且没有对称旋转轴的工件,如杠杆,盖子,盒子和框架等零件上的单孔。孔系统。钻孔是粗加工。•钻孔加工特性(1)当钻头在半封闭状态下切削时,切削量大,切屑难以切削。(2)摩擦严重,产生更多(3)高速高切削温度使钻头磨损严重。(4)挤压严重,切削力大,易产生冷加工硬化(5)钻头薄而悬垂,加工过程中容易弯曲和振动。 (6)钻孔精度低,尺寸精度为IT13~IT10,表面粗糙度Ra为12.5~6.3μm。·切削加工范围钻孔加工工艺范围广。钻孔机上可以使用不同的工具来完成钻孔中心孔,钻孔,铰孔,铰孔,攻丝,镗孔和镗孔端面,如图所示。钻孔机的钻孔精度较低,但高精度的孔(IT6~IT8,表面粗糙度为1.6-0.4μm)也可以通过钻孔 - 铰孔 - 铰孔加工。夹具可用于加工孔系统的位置要求。在钻床上加工时,工件固定,刀具在轴向(进给运动)的同时旋转(主运动)。钻孔机主要钻孔类型机器有:台式钻床,立式钻床,径向钻床,铣床和钻床,以及中心孔钻床。钻床的主要参数一般是最大孔径。立式钻床是钻机中广泛使用的一种。其特征在于主轴轴垂直布置并且位置固定。需要调整工件的位置,使得加工孔的中心线与工具的旋转中心线对齐。主要运动是通过工具旋转同时沿轴向移动进行进给运动来实现的。因此,立式钻孔机操作不方便,生产率不高。适用于单件小批量生产中小型零件的加工。•立式钻床的传动原理。主要动作:单速电机由齿轮步进变速机构驱动;通过电机的正反转来改变主轴的旋转方向。进给运动:主轴与主轴壳体中的主轴套筒线性移动。主轴的轴向移动量由主轴每转一圈的主轴的轴向移动量表示。二,台钻。台式钻床称为台式钻床。它本质上是一种用于加工小孔的立式钻孔机。结构简单紧凑,灵活方便,适合加工小零件上的小孔。钻孔直径一般小于15mm。第三,径向钻孔机对于体积大,质量大的工件,在立式钻床上加工非常不方便。此时,可以使用径向钻孔机进行加工。可以沿着摇臂上的导轨横向调节主轴箱。摇臂可以沿着柱的圆柱形表面调节,并且可以围绕柱旋转。在加工过程中,工件被固定,主轴的位置被调整,使得中心与待加工孔的中心对齐并快速夹紧以保持准确的位置。径向钻床广泛用于单,中,小批量生产加工大中型零件。如果要在任何方向和任何位置加工孔和孔,可以使用万能径向钻床。机床主轴可以在空间中围绕特定轴旋转。机器顶部还有一个可以悬挂在任何位置的吊环。因此,适用于单批量生产和大批量生产中大型工件的加工。钻削工具钻(1)麻花钻结构1。麻花钻由三部分组成:工作部分,颈部和手柄。(1)工作部分:麻花钻的工作部分有两个螺旋槽,其形状与扭曲形状非常相似。它是钻头的主要部分,由切削部分和导向部分组成。(2)手柄:手柄是钻头的夹紧部分,用于连接机床,传递扭矩和轴向钻井时的力。麻花钻的手柄有两种锥柄和直柄。直柄主要用于直径小于12毫米的小型麻花钻。锥柄用于大直径的麻花钻,可直接插入主轴锥孔或通过锥套插入主轴锥孔。锥柄的扁平尾部用于传递扭矩,用于轻松拆卸钻头。(3)颈部:麻花钻的颈部凹槽是磨削钻头手柄时砂轮的超越槽。凹槽的底部通常刻有钻头的规格和工厂标记。直柄钻头没有颈部。切割部件的组成切割部件负责切割工作,由两个前面,一个主后面,一个后后盖,一个主切削刃,一个副切削刃和一个凿边组成。凿子边缘是由两个主管的交叉形成的边缘,并且后部是钻头的两个带,其在工作时与工件孔壁(即加工表面)相对,如图所示。引导部分当切割部分被切入工件时是引导动作,并且也是切割部分的研磨部分。为了减小引导部分和孔壁之间的摩擦,外径(即,在两个平台上)用倒锥(0.03-0.12)/ 100(每个0.03到0.12倒锥)磨削。另外,为了提高钻头的刚性,使工作部分的两个叶片之间的芯的直径在轴向上为(1.4至1.8)/ 100的正锥度。 (1)前刀面:前刀面是螺旋槽的表面,它是通过表面的切屑流,起到切屑和切屑的作用。需要进行抛光以使切屑平滑。(2)主侧面:主侧面与加工表面相对,位于钻头的前端。形状由锐化方法确定。它可以是螺旋表面,圆锥形表面和平坦表面,以及任何手动磨锐的表面。(3)副侧面:次侧面是钻头外圆柱表面上与加工表面相对的窄面。( 4)主切削刃:主切削刃是前刀面(螺旋槽表面)与主后刀面的交点。标准麻花钻的主要扭曲边缘是直的(或接近直的)(5)副切削刃:副切削刃是前刀面(螺旋槽表面)与副齿面(窄刃)的交点(6)横向刀片:凿子边缘是两个主要侧面的交点,位于钻头的最前端,也称为钻尖。几何参数麻花钻1。坐标平面(1)切削平面Ps:包括此时的切削速度方向的平面,并且与此时由切削刃切削的表面相切。(2)基面Pr:基面Pr钻头主切削刃上的选定点是穿过该点并垂直于该点处的切削速度的平面。基面始终穿过钻头轴并垂直于切削速度方向的平面。钻头的几何角度(1)螺旋角:钻头螺旋槽表面与外圆柱表面之间的交线为螺旋线,螺旋线与轴线之间的夹角为螺旋线。钻头称为钻头的螺旋角,记录为β。 (参考教科书)(2)边缘角度和端面倾斜度由于主切削刃不通过轴线,因此形成叶片倾斜角度。对于切削刃上的每个点,刀片倾斜角度也不同,主要是因为每个点的基面不同于切削平面。为了便于描述概念,我们引入了刀刃倾斜的概念。•面前角:主切削刃上选定点的端面角度是该点的基面之间的角度在末端投影视图和主切削刃中测量。对于不同的选定点,端面的倾斜角度也不同,外边缘的最大值(绝对值最小)在核心附近较小(绝对值较大)。(3)顶部(正面)角度和导程角:钻头的顶角是在平行于两个主切削刃的平面中测量的平面中两个主切削刃的凸起之间的角度。记录为2φ,标准麻花钻2φ= 118°超前角是主切削刃的投影与在基面测量的进给方向之间的角度,表示为κrx。由于主切削刃上的点的基面不同,各点处的主偏角也不同。(4)前角:主切削刃上选定点的前角在正交中测量参考平面参考材料(5)后角:主切削刃上选定的后角在切线平面中测量,其中钻头轴为轴,并在该点通过圆柱面,表示为αf。三,其他钻头(1)硬质合金麻花钻加工硬脆材料时,使用硬质合金钻头可以显着提高切削效率。以下硬质合金麻花钻制成整体式结构,可制成直柄硬质合金硬质麻花钻,可用作锥柄硬质合金硬质麻花钻。与高速钢麻花钻相比,芯具有更大的直径,更小的螺旋角和更短的工作部分。刀体由9SiCr合金钢制成,硬化至50-52HRC。这些措施旨在提高钻头的刚度和强度,以减少钻孔过程中振动引起的碎裂。(2)深孔钻削深孔通常是指孔长径比大于5倍的孔隙。在钻深孔时,有必要解决断屑和排屑,冷却和润滑以及导向的问题。首先,枪钻最初用于枪管的钻孔,因此被称为枪孔。钻头。它通常用于加工小直径深孔加工.1,结构和工作原理枪钻由切削部分和钻杆组成。切割部分由高速钢或硬质合金制成,制成切屑槽;钻杆由无缝钢管制成,切屑槽靠近钻头滚动,钻杆直径比钻头直径小0.5~1 mm。它们通过焊接连接在一起,芯片槽在焊接过程中对齐。工作原理:工件在钻孔时旋转,钻头进给。切削液从钻杆的内孔和切削部分的进油孔通过高压注入切削区,冷却并润滑,切屑从切屑槽中冲出。由于切屑从钻头外部排出,它们被称为外部切屑.2,特征(1)由于切削液分别进出,切削液在高压下不受干扰,容易到达切削区,更好地解决了钻深孔时的冷却和润滑问题;(2)由于切削刃分为内切削刃和外切削刃,切削刃具有偏心率e,切削过程中可以进行切削加工,切屑是变窄,切削液便于冲切切屑,使切屑排出容易;(3)由于钻孔后留下直径2h的芯柱,可确保钻头的支撑面始终与孔壁紧密接触,使钻头具有可靠的导向,解决了深孔钻的引导问题。第二,内部排屑深孔钻头钻头由钻体,分布在不同圆周上的三个切削刃和两个导向块。在操作过程中,高压切削液从钻杆和孔壁之间的间隙送到切削区,以提供冷却和润滑。同时,芯片从钻头的内芯孔和钻杆的内孔冲出。这种深孔钻,因为三个齿排列在不同的圆周上,起到芯片的作用,便于切屑疏散。而且,当芯片被放电时,它们不会摩擦加工表面,因此生产效率和加工质量高于外芯片的生产效率和加工质量。该结构没有凿刃,这减小了轴向力。不对称的圆周力和径向力由导向块在圆周上接收,深孔钻具有更好的导向性能。(3)喷射钻头吸钻由三部分组成:钻头,内管和外部在操作过程中,2/3的切削液通过内管和外管之间的间隙进入切割区进行冷却和润滑。剩余的1/3的切削液通过内管壁上的月牙槽的狭缝喷射到管中,使得内管的前端和后端之间的压力差产生“吸力” “加速切削液和切屑的排出。
资料来源:Meeyou Carbide