
今天你将大致了解什么是滚花和滚花的定义。
滚花定义是将直的,菱形或球形的图案滚动到工件中的过程,其可以在操纵工具或车床上进行。在滚花部分上形成压痕的原因是为了更好地抓住原始的光滑表面,以便用手或夹紧工具抓住。一般来说,滚花后的最佳效果取决于许多因素,如使用的技术,加工材料,工件尺寸和滚花轮,进给速度和速度等。在这里,我们想带你走过什么是滚花本文的5个观点的过程包括要求大约5分钟阅读时间的单词。

模式的类型
滚花图案大致可分为直纹,角形和十字交叉。其中,纵横交错型包括菱形和方形这两种类型,即30度和45度。我们通常采用公制和英国设计。以英寸为单位的值是指每英寸的齿数。在公制系统中,它们转换为十进制数。例如0.3,0.4,0.5,0.6,0.7,0.8,1.0,1.2,1.4,1.6等。
花纹齿之间间距的参考值,单位:mm
| 0.2 | 0.3 | 0.4 | 0.5 |
| 0.628 | 0.942 | 1.257 | 0.571 |
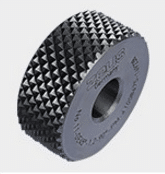
滚花轮规格
根据其直径,宽度和图案,滚花轮分为规格。
我们有15,20,25和30(mm)作为普通直径的滚花轮和6,8,10,12,15,20作为不同的宽度。
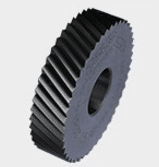
形成滚花轮和切割滚花轮
有两种不同类型的滚花工艺:形状滚花和切割滚花。
形状滚花产生的表面主要通过非切割工艺压缩。切割滚花和形状滚花之间的主要区别在于,仅通过切割滚花产生一些锋利的边缘。我们制作了下面的图表来表明他们的表现比较。
| 切割滚花 | 形成滚花 | |
| 材料处理 | 实际上任何材料包括塑料和铸铁 | 冷成型材料,任何位置都有厚壁 |
| 对工件材料的影响 | 变形少或不变形 | 增加外径 |
| 车床滚花参数 | 允许更高的切割速度和进给量 | 切削速度和进给速度较慢 |
| 对车床的影响 | 车床压力更小 | 在车床上施加很大的压力 |
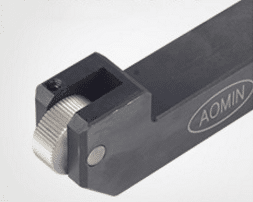
滚刀的类型
滚花操作需要配备滚花轮的刀柄。刀可以直接购买,或滚花轮可以自己购买和制造。
一般有单轮,双轮和六轮。
单轮类型是在刀柄上安装花轮。
双轮型是一对安装在刀柄上的上下花轮,通常由两个相对的斜轮组成。

六轮是有三组双轮工具架,可以直接转换不同的图案组合。
滚花的加工和操作注意事项
1.因为在车床上滚动时力很大,工件必须牢固夹紧。
2.滚花工具的安装应倾斜3至5度。以这种方式,辊和工件之间的初始接触表面变窄,以便获得平滑的滚花过程。
3.滚花的开始是一个问题,它不需要停止插入初始进给。只有这样,工件才能立即压出图案。在清晰地滚动图案之后,车轮继续进行以下步骤。否则,很容易在表面上产生破损并产生无序图案。

4.使用切割滚花轮时,应注意加工表面的润滑,以避免滚动过程中滚刀槽内碎屑堆积造成的图案损坏。滚子间隙不应太大,否则会发生径向摆动和轴向运动。

5.当轧制直线时,工件的圆周(π×D)不一定是刀间距(t)的整数倍。否则,由于旋转后滚动轨迹的不一致,可能导致图案被扰乱。然后轧制的划线压力应该很大(允许机床和工件的刚性)。为了在第二圆的开始处在工件周围形成更深和更宽的线,滚刀齿可落入工件的凹槽中。连续轧制可以将未对准误差分散到更深和更宽的凹槽中。
6.机床不易运行太快。一般速度为185 r / min至230 r / min,进料速率为0.22 mm / r至0.24 mm / r。在自动车床上滚动是相同的。在设计凸轮时,要求在刀与工件表面接触后将刀直接切割成规定的图案底部直径,然后在约10~15之后立即取出刀。如果它正在运行,在切入图案的底部直径后,让刀立即水平行走。当它达到规定的距离时,它也应该立即撤回刀。否则,停留更多后,会产生刀痕并破坏图案的表面形状。
7.按下自动车床上的网状图案,只要图案的宽度不超过滚筒的宽度,网纹轮就可以直接滚动。如果工件的网状图案超过了车轮的长度,则应使用复合轮来行走图案。
希望你已经明确了什么是滚花和滚花的定义。如果我们遗漏了任何提示或细节,请在评论中与我们讨论。