La mayoría de los maquinistas están familiarizados con los cuatro métodos de procesamiento, pero ¿conocía las diferencias concretas entre ellos? Cuando se hace la selección correcta de ellos, una operación rápida y altamente precisa para su proyecto conducirá ventajosamente a su productividad y precisión de trabajo.
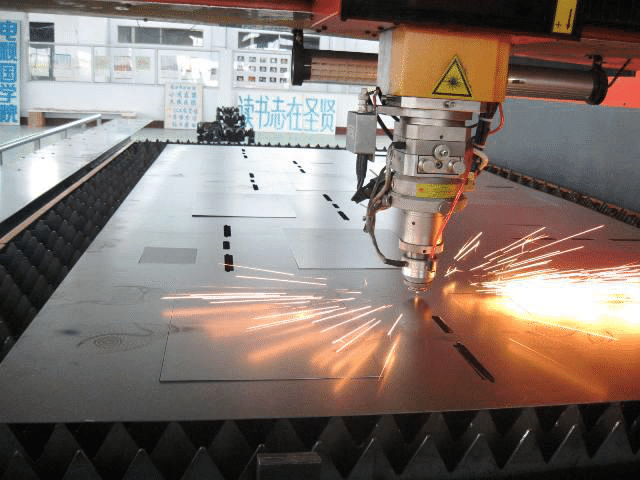
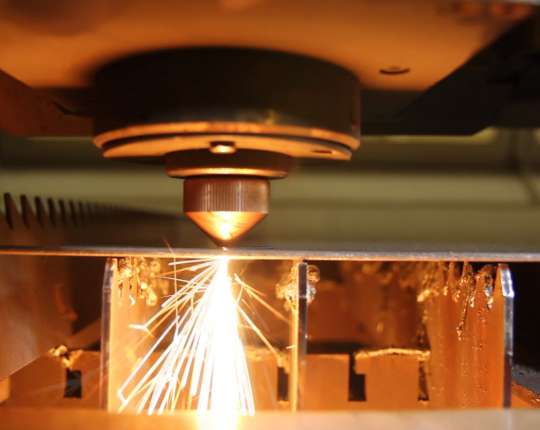
Corte por láser
El corte por láser consiste en utilizar un rayo láser enfocado de alta densidad de potencia para irradiar la pieza de trabajo de modo que el material irradiado pueda derretirse, vaporizarse, extirparse o alcanzar el punto de ignición rápidamente. Al mismo tiempo, el material fundido puede ser expulsado por el flujo de aire de alta velocidad en la dirección coaxial del rayo láser, de modo que la pieza de trabajo se pueda cortar. En la actualidad, el láser de pulso de CO2 se usa comúnmente. El corte por láser es uno de los métodos de corte en caliente.

Procesamiento de corte de agua
El corte por agua, también conocido como cuchillo de agua, es una tecnología de corte por chorro de agua a alta presión, es una máquina de corte por agua a alta presión. Bajo el control de la computadora, la pieza de trabajo se puede tallar arbitrariamente y se ve menos afectada por la calidad del material. El corte con agua se puede dividir en corte sin arena y corte con adición de arena.
Corte por plasma
El corte por arco de plasma es un tipo de método de procesamiento que utiliza el calor del arco de plasma de alta temperatura para derretir (y evaporar) el metal en el borde de corte de la pieza de trabajo y elimina el metal fundido por el impulso del plasma de alta velocidad para formar el innovador.

boda
Wire Electrical Discharge Machining (WEDM) pertenece al campo del procesamiento eléctrico. El mecanizado por descarga eléctrica con corte de alambre (WEDM) a veces se denomina WEDM. WEDM se puede dividir en WEDM rápido, WEDM medio y WEDM lento. La velocidad de desplazamiento del hilo de la electroerosión por hilo rápido es de 6-12 m/s, y el hilo se desplaza a alta velocidad, por lo que la precisión de corte es escasa. Mid-wire WEDM es una nueva tecnología desarrollada en los últimos años, que realiza la función de corte múltiple de conversión de frecuencia sobre la base de Fast-wire WEDM. La velocidad de desplazamiento del cable de WEDM con cable de marcha lenta es de 0,2 m/s, y el cable del electrodo se mueve unidireccionalmente a baja velocidad, por lo que la precisión de corte es muy alta.
El contraste del ámbito de aplicación
La máquina de corte por láser tiene una amplia gama de aplicaciones, independientemente del metal, no metal, se puede cortar, cortar no metal, como tela, cuero, etc. Se puede usar la máquina de corte por láser de CO2, se puede usar fibra óptica para cortar metal máquina de corte por láser. La deformación de la chapa es pequeña.
El corte por agua pertenece al corte en frío, sin deformación térmica, buena calidad de la superficie de corte, sin procesamiento secundario, si es necesario, también es fácil realizar un procesamiento secundario. El corte por agua puede perforar y cortar cualquier material con una velocidad de corte rápida y un tamaño de procesamiento flexible.
La máquina de corte por plasma se puede utilizar para cortar acero inoxidable, aluminio, cobre, hierro fundido, acero al carbono y otros materiales metálicos. El corte por plasma tiene un efecto térmico obvio y baja precisión, por lo que la superficie de corte no es fácil de procesar nuevamente.
WEDM solo puede cortar sustancias conductoras. El proceso de corte requiere refrigerante de corte, por lo que es imposible cortar materiales que no sean propicios para el papel, el cuero, el agua y la contaminación del refrigerante de corte.
Comparación de espesores de corte
La aplicación de corte por láser de acero al carbono en la industria es generalmente inferior a 20 mm. La capacidad de corte es generalmente inferior a 40 mm. Las aplicaciones de la industria del acero inoxidable generalmente están por debajo de los 16 mm, la capacidad de corte generalmente está por debajo de los 25 mm. Y con el aumento del espesor de la pieza de trabajo, la velocidad de corte disminuye obviamente.
El grosor del corte por agua puede ser muy grueso, de 0,8 a 100 mm, o incluso de un material más grueso.
El espesor de corte por plasma es de 0-120 mm, y el mejor rango de espesor de calidad de corte es de aproximadamente 20 mm. La relación de precios del sistema de plasma es la más alta.
El grosor del corte de alambre es generalmente de 40 a 60 mm, el más grueso puede ser de hasta 600 mm.
Comparación de velocidad de corte
La velocidad de corte de la placa de acero con bajo contenido de carbono de 2 mm de espesor y la placa de resina de polipropileno de 5 mm de espesor puede alcanzar los 600 cm/min y 1200 cm/min respectivamente. La eficiencia de corte de WEDM es generalmente de 20 a 60 milímetros cuadrados por minuto, y el máximo es de 300 milímetros cuadrados por minuto. Obviamente, la velocidad de corte por láser es rápida y se puede utilizar en la producción en masa.
La velocidad de corte del agua es bastante lenta, no adecuada para la producción en masa.
La velocidad de corte del corte por plasma es lenta y la precisión relativa es baja. Es más adecuado para cortar placas gruesas, pero la cara del extremo tiene una pendiente.
Para el procesamiento de metales, WEDM tiene mayor precisión, pero la velocidad es muy lenta. A veces se necesitan otros métodos para cortar agujeros y cables, y el tamaño de corte es limitado.
Comparación de precisión de corte
El corte por láser tiene un borde de corte estrecho, bordes de corte paralelos y perpendiculares a la superficie. La precisión de la dimensión de las piezas de corte puede alcanzar (+0,2 mm).
La energía del plasma es inferior a 1 mm.
El corte por agua no producirá deformación térmica, la precisión es (+0,1 mm). Si se utiliza la máquina de corte por agua dinámica, la precisión de corte se puede aumentar a (+0,02 mm) y se puede eliminar la pendiente de corte.
La precisión de mecanizado de WEDM es generalmente (+) 0,01 (+) 0,02 mm) con un máximo de (+) 0,004 mm.
El contraste del ancho de la rendija
El corte por láser es más preciso que el corte por plasma, con una pequeña rendija, de unos 0,5 mm.
La hendidura de corte por plasma es más grande que el corte por láser, alrededor de 1-2 mm.
La costura de corte del corte por agua es aproximadamente 10% más grande que el diámetro del tubo de corte, que generalmente es de 0,8 mm a 1,2 mm. Con la ampliación del diámetro del tubo cortador de arena, mayor será la incisión.
El ancho de corte de WEDM es el más pequeño, generalmente alrededor de 0,1-0,2 mm.
El contraste de la calidad de la superficie de corte
La rugosidad de la superficie del corte por láser no es tan buena como la del corte por agua. Cuanto más grueso es el material, más evidente es.
El corte con agua no cambiará la textura del material alrededor de la costura de corte (el láser es corte térmico, cambiará la textura alrededor del área de corte).
El contraste del costo de los insumos de producción
Las máquinas de corte por láser para diferentes propósitos tienen diferentes precios. Las baratas, como las máquinas de corte por láser de dióxido de carbono, solo necesitan 230 000 yuanes, y las costosas, como las máquinas de corte por láser de fibra de 1000 W, ahora necesitan más de 1 millón de yuanes. El corte por láser no tiene consumibles, pero el costo de inversión en equipos es el más alto en todos los métodos de corte y no es un poco mayor, los costos de uso y mantenimiento también son bastante altos.
La máquina de corte por plasma es mucho más económica que la máquina de corte por láser. De acuerdo con la potencia y la marca de la máquina de corte por plasma, el precio es diferente y el costo es alto. Básicamente, siempre que se pueda cortar el material conductor.
El costo del equipo de corte por agua solo es superado por el corte por láser, que tiene un alto consumo de energía, un alto costo de mantenimiento y no tiene velocidad de corte por plasma. Debido a que todos los abrasivos son desechables, se descargan en la naturaleza una vez, por lo que la contaminación ambiental es grave.
WEDM suele ser alrededor de decenas de miles de piezas. Pero WEDM tiene consumibles, alambre de molibdeno, refrigerante de corte, etc. Hay dos tipos de alambre que se usan comúnmente en WEDM. Uno es un alambre de molibdeno, que se utiliza en equipos de movimiento rápido de alambre. La ventaja es que el alambre de molibdeno se puede reutilizar muchas veces. La desventaja es que es caro. La otra es usar alambre de cobre para equipos de alambre de movimiento lento. La ventaja es económica, pero la desventaja es que el alambre de cobre solo se puede usar una vez. Además, la máquina para caminar con alambre rápido es mucho más económica que la máquina para caminar con alambre lento. El precio de una máquina para caminar con alambre lento es igual a 5 o 6 máquinas para caminar con alambre rápido.