현재 널리 사용되는 CNC 가공 공구 재료에는 다이아몬드 공구, 입방 질화 붕소 공구, 세라믹 공구, 코팅 공구, 초경 공구 및 고속 강 공구가 포함됩니다.
티예프~의 기음말하기 수단 자료
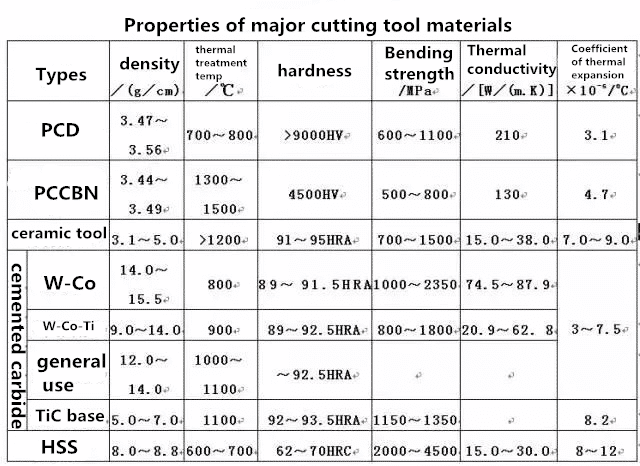
많은 성적의 공구 재료가 있으며 그 성능도 매우 다릅니다. 다양한 공구 재료의 주요 성능 지표는 다음과 같습니다.
CNC 가공을위한 공구 재료는 가공되는 공작물과 공정의 특성에 따라 선택되어야합니다. 도구 재료의 선택은 가공 개체와 일치해야합니다. 절삭 공구 재료와 가공 대상물의 매칭은 주로 기계적 특성, 물리적 특성 및 화학적 특성이 일치하여 가장 긴 공구 수명과 최대 절삭 가공 생산성을 얻는 것을 의미합니다.
전략 1 : 절삭 공구 재료를 가공물의 기계적 특성과 맞추기
절삭 공구와 가공 된 물체 사이의 기계적 성질 정합 문제는 주로 공구의 강도, 인성 및 경도 및 공작물 재료와 같은 기계적 성질 파라미터를 언급한다. 기계적 특성이 다른 공구 재료는 공작물 재료 가공에 적합합니다.
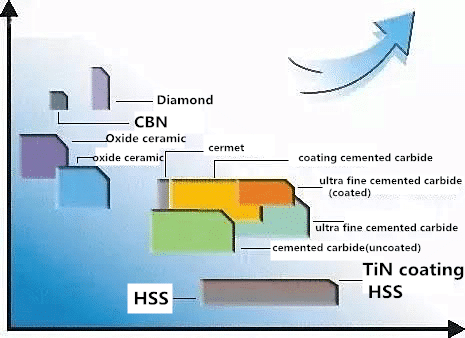
1. 공구 재료의 경도 순서는 다음과 같습니다 : 다이아몬드 공구> 입방 질화 붕소 공구> 세라믹 공구> 경질 합금> 고속 강.
2. 공구 재료의 굽힘 강도 순서는 고속철> 경질 합금> 세라믹 공구> 다이아몬드 및 입방 질화 붕소 공구입니다.
3 공구 재료의 인성 순서는 고속철> 경질 합금> 입방 질화 붕소, 다이아몬드 및 세라믹 공구입니다.
고경도 소재는 고경도 공구로 가공해야합니다. 공구 재료의 경도는 공작물 재료의 경도보다 높아야합니다. 일반적으로 60HRC 이상이어야합니다. 공구 소재의 경도가 높을수록 내마모성이 우수합니다. 예를 들면, 초경합금 중의 코발트의 양이 증가하면, 강도 및 인성이 증가하고, 경도가 감소하며, 거친 가공에 적합하다. 코발트의 양이 감소하면, 경도 및 내마모성이 증가하여 마무리에 적합하다.
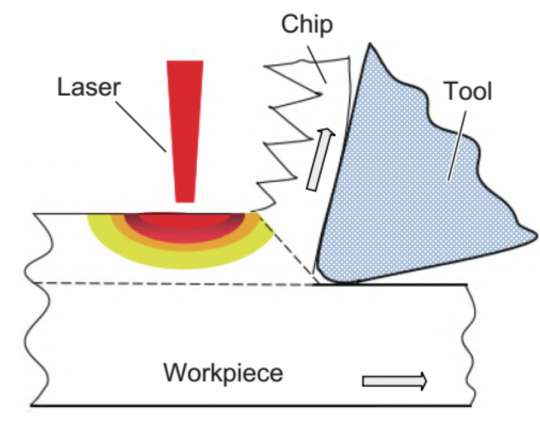
우수한 고온 기계적 특성을 가진 공구는 특히 고속 가공에 적합합니다. 세라믹 공구의 우수한 고온 성능으로 초고속 절단이 가능하므로 절삭 속도가 초경합금보다 2 ~ 10 배 높습니다.
전략 2 : 절삭 공구 재료는 가공 된 물체의 물리적 특성과 일치해야합니다.
열전도율이 높고 융점이 낮은 고속 강철 공구, 높은 융점 및 낮은 열팽창을 갖는 세라믹 공구, 높은 열전 도성 및 낮은 열팽창을 갖는 다이아몬드 공구와 같이 다른 물리적 특성을 가진 공구는 공작물 재료 가공에 적합합니다 . 열전도율이 낮은 공작물을 가공 할 때 절단 열을 신속하게 전달하여 절단 온도를 낮추려면 열전도율이 더 높은 공구 재료를 사용해야합니다. 다이아몬드의 높은 열 전도성과 열 확산 특성으로 인하여 절삭 열은 쉽게 소산되고 큰 열 변형을 일으키지 않으므로 치수 정밀도가 높은 정밀 가공 공구에 특히 중요합니다.
1. 각종 공구 재료의 내열 온도 : 다이아몬드 커터 700 ~ 800 ℃; PCBN 절단기의 경우 1300 ~ 1500 ° C; 세라믹 절단기의 경우 1100 ~ 1200 ° C; TiC (N) 계 초경합금의 경우 900 ~ 1100 ℃; WC 기반 초 미세 입자 초경합금은 800 ~ 900 ° C입니다. HSS는 600 내지 700 ℃이다.
2. 다양한 공구 재료의 열 전도성 순서 : PCD> PCBN> WC 기반 경질 합금> TiC (N) 계 초경합금> HSS> Si3N4 계 세라믹> A1203 계 세라믹.
3. 다양한 공구 재료의 열팽창 계수의 순서 : HSS> WC 기반 경질 합금> TiC (N)> A1203 기반 세라믹> PCBN> Si3N4 기반 세라믹> PCD.
4. 다양한 공구 재료의 열충격 저항의 순서 : HSS> WC 기반 초경 합금> Si3N4 기반 세라믹> PCBN> PCD> TiC (N) 기반 초경 합금> A1203 기반 세라믹.

전략 3 : 절삭 공구 재료와 가공 대상물의 화학적 성질이 일치
절삭 공구 재료의 화학적 성질과 처리 대상의 일치는 주로 공구 재료의 화학적 성질과 화학적 친 화성, 화학 반응, 공작물 재료의 확산 및 용해의 일치를 의미합니다. 재료에 따라 소재의 재질이 다릅니다.
1. 다양한 공구 재료 (강철 포함)의 내 부착 온도 : PCBN> 세라믹> 초경 공구> HSS.
2. 각종 공구 물자의 산화 방지 온도 : 세라믹> PCBN> 단단한 합금> 다이아몬드> HSS.
세 가지 종류의 공구 재료의 확산 강도 : 강철, 다이아몬드> Si3N4 기반 세라믹> PCBN> A1203 기반 세라믹; 티타늄, A1203 기반 세라믹> PCBN> SiC> Si3N4> 다이아몬드.
CNC 공구 재료에 대한 고려 사항
1. 경도 및 내마모성
공구 재료의 경도는 일반적으로 60HRC 이상이어야하는 공작물 재료의 경도보다 높아야합니다. 일반적으로 공구 소재의 경도가 높을수록 내마모성이 우수합니다.
2. 강도와 인성
공구의 절삭 부분에는 큰 절삭력과 충격력이 가해집니다. 따라서 공구 재료는 절삭력, 충격 및 진동에 견딜 수있는 높은 강도와 인성을 가져야하며 공구의 취성 균열 및 치핑을 방지해야합니다.
3. 내열성 및 열전도율
고온에서 공구는 경도와 강도를 유지할 수 있습니다. 내열성이 좋을수록 고온에서의 소성 변형 및 내마모성을 견디는 공구의 능력이 강합니다. 열전도율이 좋을수록 절단시 발생하는 열이 더 쉬워집니다. 절삭 부분의 온도를 낮추고 공구 마모를 줄입니다.
4. 프로세스 및 경제성
용이 한 제조를 위해, 공구 재료는 고온 가공성, 기계 가공성 및 연삭 성능을 포함하여 우수한 기계 가공성을 가져야하므로 높은 비용 성능을 추구해야합니다.
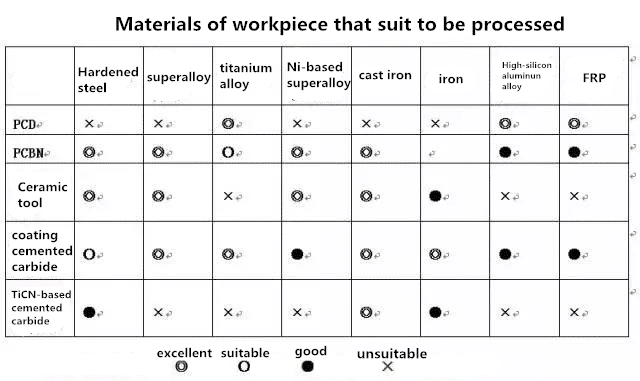
일반적으로 PCBN, 세라믹 공구, 코팅 카바이드 및 TiCN 기반 카바이드 공구는 철과 같은 철 금속의 CNC 가공에 적합합니다 .PCD 공구는 Al, Mg, Cu 및 관련 합금과 같은 비철 재료에 적합합니다. 비금속 재료의 가공.
아래 표는 다양한 공구 재료를 가공하기에 적합한 공작물 재료 중 일부를 보여줍니다.