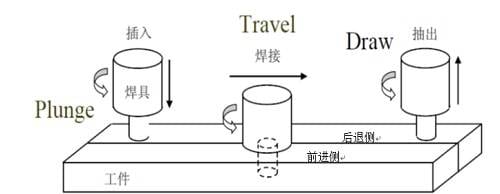
摩擦搅拌焊接原理摩擦搅拌焊接是指利用焊接工具的高速旋转和工件摩擦热使焊接材料局部塑化,当焊接工具沿焊接界面向前,焊接工具中的塑化材料摩擦从焊接工具的前部到后部,以及在焊接材料的挤压中形成致密的固相焊接。通用术语解释(1)前进侧(AS)和后退侧(RS):焊缝是通过摩擦和摩擦焊接中心分为两侧。它由焊接工具的旋转方向和前进方向决定。在焊接的前侧,焊接工具的旋转方向与焊接工具的前进方向一致。在焊缝的背面,焊接工具的旋转方向与焊接工具的旋转方向相反。功能:一些材料在前侧向前流动,一些材料向后流动,发生更大的混合在一边。背面的材料仅向后流动,一些材料进入前侧。焊接工具上部的塑化金属主要向下流动,焊接工具前下部的塑化金属主要沿焊接侧从后侧向前侧流动。焊接工具上部的塑化金属具有向前和向上的流动趋势,靠近塑化金属的中间靠近塑化金属向下,向后流动。(2)焊接工具或焊接头(焊接工具):摩擦搅拌焊接用于称为摩擦搅拌焊接工具的专用工具,简称焊接或混合头。通过针(Pin)和肩部(肩部)组成的摩擦搅拌焊接,均称为混合针和肩部。功能:轴 - 提供通过摩擦使焊接区域中的材料塑化所需的热能。轴端部的形状是凹形的,以确保其下方的软化材料在焊接过程中受到向内的力并积聚,防止塑化材料从焊接区溢出并形成空腔的后部以填充,确保良好的焊缝成型。混合针 - 除摩擦通过提供一部分所需的热量,主要机械损坏原有的待焊基材,并通过强烈搅拌周围区域,导致对接表面和附近的材料充分混合,形成由焊核组成的细小等轴晶粒的大变形特征。(3)焊缝熔核区,WNZ:焊缝中心部分称为核心区,具有明显的塑性变形和完全动态再结晶在焊接工具的强烈摩擦下。轴向晶粒的微观结构(4)热机械影响区(TMAZ):相邻WNZ的周边区域为TMAZ,在焊接工具的热量下经历塑性变形和部分再结晶,形成由弯曲和拉长组成的微结构(5)热影响区(HAZ):TMAZ外部区域的一部分是HAZ,它不受焊接工具的机械搅动。只有在摩擦热的作用下发生晶粒生长现象,形成相对粗大的微观组织。摩擦搅拌焊接工艺如图1所示,其微观结构分布如图2所示。图1摩擦搅拌焊接示意图图2组成接头的微观结构面积(BMZ是基材)搅拌摩擦焊的优点:FSW焊接通过塑性变形和动态再结晶,微观结构细小,晶粒细小,不会熔化树枝状晶体。与传统的焊接方法相比,没有飞溅和烟雾,没有合金元素燃烧,裂缝和气孔等缺陷,不需要添加焊丝和保护气体;在焊接接头的机械性能方面,比TIG和MIG焊接具有明显的优势。在焊接方法,接头力学性能和生产效率方面,铝,镁,锌,铜等有色金属材料的连接。 FSW在其他焊接方法上表现出无可比拟的优势。摩擦搅拌焊应用近来,FSW材料的成功应用是铝合金,镁合金,铅,锌,铜,不锈钢,低碳钢等类似材料或其他材料,搅拌摩擦焊接主要用于航空航天,航空,造船,车辆和核能等领域。航空:波音首次投资1500万美元,从GMAW工艺到FSW工艺,焊接缺陷率降低10倍,产品性能增加了30%或更多。波音采用摩擦搅拌焊接飞机起飞。船舶:中国航空工业北京福斯特科技有限公司自主研发成功的中国第一艘带有加强壁摩擦搅拌焊接设备的船舶,该设备可焊接长度12m,宽6m,厚度为12mm的铝合金带墙,满足中国海军新型导弹艇的发展需求。汽车工业:车门连接已采用搅拌摩擦焊技术连接,效果好,如图所示图3.图3汽车门FSW连接摩擦搅拌焊接的发展方向(1)搅拌摩擦焊复合技术图4是往复搅拌摩擦焊的示意图,其原理是混合头在搅拌摩擦焊过程中的周期性旋转和反向往复运动;同时,图5为斜交搅拌摩擦焊的示意图,其原理是采用不对称搅拌头实现搅拌摩擦焊。在焊接过程中,搅拌头的中心轴线与焊机的旋转中心轴线之间存在倾斜角度,以实现焊缝的歪斜式搅拌。图4往复式摩擦搅拌焊接图5偏斜摩擦搅拌焊(2)搅拌摩擦改性技术包括表面直接改性和铸造材料改性。直接表面改性的原理是用搅拌器摩擦工件表面,搅拌器只有肩部而不需要搅拌针。搅拌头通过的区域是形成表面改性层,可以进行表面改性。参考文献:[1]姚君山,张彦华,王国庆,等。搅拌摩擦焊技术研究进展[J]。宇航材料工艺,2003,(4):23-29。[2]栾国红,郭德伦。搅拌摩擦焊技术在中国的发展和推广应用[J]。航空制造技术2014,(17):71-75。
资料来源:Meeyou Carbide