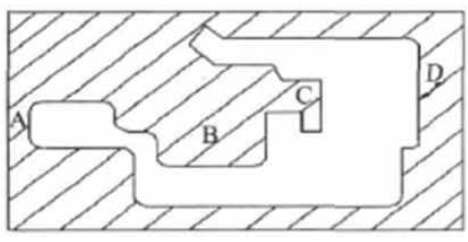
আমরা ঠান্ডা-ছাঁচনির্মাণের ব্যর্থতার কারণটি অধ্যয়ন করার জন্য মেটালোগ্রাফিক মাইক্রোনালাইসিস এবং কঠোরতা পরীক্ষার পদ্ধতি ব্যবহার করেছি এবং ছাঁচের জীবনকে উন্নত করার জন্য কার্যকর পদক্ষেপ প্রস্তাব করেছি। গবেষণায় দেখা যায় যে তাপ চিকিত্সা প্রক্রিয়া এবং প্রক্রিয়াজাতকরণ প্রযুক্তির অপটিমাইজেশনের মাধ্যমে উপাদান নির্বাচন অধিক যুক্তিসঙ্গত এবং ছাঁচের সেবা জীবন ব্যাপকভাবে বাড়তে পারে। ঠান্ডা-ছাঁচনির্মাণের ছাঁচের জীবনটি মূল কারণ যা শিল্প উত্পাদন দক্ষতা উন্নতি ব্যর্থ হয়েছে। সাধারণত মৃত্যুর ব্যর্থতার দিকে পরিচালিত কারণগুলি হ'ল চিপিং এবং ভাঙা, বা মৃত্যুর গুরুতর বিকৃতি এবং আরও কোনও ব্যবহারের ক্ষেত্রে প্রাথমিক ব্যর্থতা অন্তর্ভুক্ত। মরতে কিভাবে উন্নতি করা যায় পরিষেবাটি জীবনটি একটি উষ্ণ বিষয় হয়ে উঠেছে যে মোল্ড শিল্পটি সম্পর্কে অত্যন্ত উদ্বিগ্ন। 1। শীতল রোগের ব্যর্থতার ধরন এবং কারণগুলি মস্তকের ব্যর্থতার কারণ অনুসারে, সাধারণ ব্যর্থতার পদ্ধতিগুলি চার ভাগে বিভক্ত করা যেতে পারে ব্যর্থতা মোড: ব্যর্থতা ব্যর্থতা, পরিধান ব্যর্থতা, বিকৃতি ব্যর্থতা, এবং ক্লান্তি ব্যর্থতা। ব্যর্থতা ফর্ম ব্যর্থতার জন্য ঋতু ব্যর্থতা ব্যর্থতা উপাদান উপাদান শক্তির এবং শক্তি যথেষ্ট নয় wail ব্যর্থতা ছাঁচ এবং উপাদান স্থল মধ্যে আপেক্ষিক গতি কারণে অতিরিক্ত পরিধান ডেটাফরমেশন ব্যর্থতা উপাদান তাপ চিকিত্সা বিকৃতি, স্ট্রেস ঘনত্ব, ছাঁচে অত্যধিক লোড, বস্তুর প্লাস্টিকের বিকৃতি, ফাটল ব্যর্থতা ক্র্যাকগুলিকে ক্রমাগতভাবে চাপের মাধ্যমে উত্পন্ন এবং প্রসারিত করা হয়। কোল্ড পঞ্চিং মরা সাধারণত কঠিন এবং জটিল অবস্থার অধীনে কাজ করে, তাই মারা যাওয়ার ব্যর্থতা প্রায়শই একাধিক ব্যর্থতার মোডের সাথে থাকে। চিত্র 1 800 টুকরা মুদ্রণ পরে ফাটল শুরু হয়। এটি Cr12MoV পরিধান-প্রতিরোধী উচ্চ ক্রোমিয়াম খাদ ইস্পাত, 55 ~ 58HRC নকশা কঠোরতা তৈরি করা হয়। ছাঁচ এর quenching প্রক্রিয়া (870 ℃ x1.5h + 1050 ℃ x2h) একটি ভ্যাকুয়াম চুল্লি, অগ্নি আঁকা 200 ℃ x 3h। ছাঁচ পরিমাপ কঠোরতা টেবিল 2. FIG দেখানো হয়। 1 মোল্ড পার্টস টেবিল 2 মোল্ড পার্টস হার্ডিটি টেস্ট (এইচআরসি) বিশ্লেষণ: টেবিল ২ থেকে দেখা যায়, ছাঁচ অংশগুলির শক্তির একটি অভিন্ন বন্টন রয়েছে, যা তাপ চিকিত্সার সময় ছাঁচের অস্বাভাবিক উত্তাপের কারণে ঘটে। ছাঁচ অংশ বড় আকারের কারণে। চিত্র 2 এর মেটালোগ্রাফিক সংগঠন চার্টে দেখানো হয়েছে, ফোল্ডিং প্রক্রিয়া চলাকালীন অপর্যাপ্ত ফোরিংয়ের কারণে ছাঁচ অংশগুলির উপাদান পৃথকীকরণ অত্যন্ত গুরুতর। ফ্র্যাকচারের পৃষ্ঠায় কোনও ম্যাক্রোস্কোপিক প্লাস্টিকের বিকৃতি ছিল না এবং এটি দারুণ ছিল, এবং এটি ভঙ্গুর ভেঙ্গে পড়ার সিদ্ধান্ত ছিল। চিত্র 2 মেটালিক মাইক্রোস্ট্রাকচার মেজার: মেটালজিক্যাল মাত্রার মেটালোগ্রাফিক পরীক্ষার পুরো ফেজিংয়ের পরে 3 স্তর কম। উচ্চ তাপমাত্রা quenching এবং tempering চিকিত্সা পরিসীমা সমাপ্তি এবং সমাপ্তি মধ্যে যোগ করা হয়। কোল্ড ডাইজেসের জীবনকে উন্নত করার 2 টি পদক্ষেপ 2.1 উপযুক্ত উপাদান নির্বাচন যখন অপর্যাপ্ত প্লাস্টিকের কারণে শক্ত শক্ত পদার্থ, মাইক্রোহার্ডেন ইস্পাত 6 ক্রমান্বিত ইস্পাত (জিডি), 9 এমএন 2 ভি ইস্পাত, কম খাদ ক্র্যাবএমএন ইস্পাত, 7 ক্রিসম্মোভ (সিএইচ) ইস্পাত নির্বাচন করা উচিত। ব্যর্থতা যখন প্রধান ব্যর্থতা মোড, উচ্চ কার্বন সামগ্রী এবং ক্রোমিয়াম সামগ্রী (যেমন ক্র 1২, ক্র 1২ এমওভি), উচ্চ-কার্বন মাঝারি-ক্রোমিয়াম খাদ ইস্পাত (Cr8MoWV3Si), 9Cr6W3Mo2V2 (GM) ইস্পাত, 7Cr7Mo2V2Si (LD) ইস্পাত, ইত্যাদি ব্যবহার করা উচিত। ২.2 তাপ চিকিত্সা প্রক্রিয়া উন্নতি প্রথমত, আমাদের অবশ্যই গর্ভধারনের কঠিন সমাধান পরিমার্জন, কার্বাইডের বিকাশ এবং কার্বাইডগুলি বিতরণ এবং কর্মপরিবর্তনের প্লাস্টিকেরত্ব বাড়ানোর জন্য প্রাক-তাপ চিকিত্সা প্রক্রিয়া উন্নত করতে হবে। দ্বিতীয়টি একটি যুক্তিসঙ্গত কোঁকড়া অবস্থার নির্ণয় করা, উচ্চ-তাপমাত্রার বাসস্থান সময় কমানো, কুল্যান্টের মধ্যে ঘোরাতে এবং এটিও ঠান্ডা করার জন্য এটি ঘোরানো যাতে ছাঁচের ব্যর্থতা এড়াতে পারে। ২.3 যুক্তিসঙ্গত ফেজিং হাই-ক্রোমিয়াম খাদ steels প্রায়ই গুরুতর থাকে Carbides পৃথকীকরণ এবং ক্রস ড্রাফ্ট পদ্ধতি ব্যবহার করে জাল। ফোর্জিংয়ের পরে কার্বাইড স্তরটি গ্রেড 3 এর চেয়ে বেশি নয়। কঠোরভাবে ফোজিং তাপমাত্রা নিয়ন্ত্রণ করুন এবং ফিরতি ফাটলগুলির প্রজনন প্রতিরোধ করুন। ফোর্ডিংয়ের পরে, এটি অবশিষ্ট অবশিষ্ট তাপ বলগুলিকে নষ্ট করে এবং চূড়ান্ত তাপ চিকিত্সার জন্য প্রস্তুত হয়। ২.4 তারের কাটিয়া। তারের কাটিয়া প্রক্রিয়াজাতকরণ ক্ষমতা আকার আকারে সাদা উজ্জ্বল স্তর বেধ এবং মাইক্রো-ক্র্যাকগুলির আকারে তৈরি কোয়ান্ডেড মার্টেনাইটের আকার নির্ধারণ করে workpiece পৃষ্ঠ। ইন লাইন কাটিয়া চূড়ান্ত ধাপে, পরিমাপের জন্য অল্প পরিমাণে শক্তির ব্যবহার করা হয়, যা উজ্জ্বল সাদা স্তর এবং ফাটলগুলির গভীরতার পুরুত্বকে হ্রাস করতে পারে। তারের কাটিয়া সম্পন্ন হওয়ার পরে, মোড়কে পরিপূরক এবং তারের কাটিয়া অতিরিক্ত চাপ দূর করার জন্য বদমেজাজি করা উচিত। উপসংহার 1. ঠান্ডা কাজের ছাঁচগুলির কাজের শর্তাবলী তুলনামূলক জটিল এবং খারাপ। ব্যবহারের সময়, ছাঁচ প্রায়ই বিভিন্ন ধরণের ক্ষতি সঙ্গে intertwined হয়। তাপ চিকিত্সা প্রক্রিয়া এবং প্রক্রিয়াজাতকরণ প্রযুক্তির অপ্টিমাইজেশনের মাধ্যমে, উপাদান নির্বাচন আরো যুক্তিসঙ্গত এবং ছাঁচের পরিষেবা জীবন কার্যকরভাবে কার্যকর হতে পারে।
উত্স: মেইউ কার্বাইড