
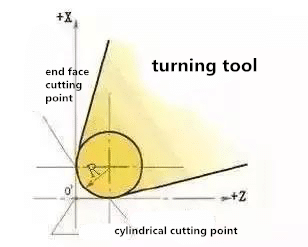
Como se muestra en la figura a continuación, el radio de la esquina está formado por la línea cruzada del borde de corte principal y el borde de corte lateral, que también se denomina radio del borde.
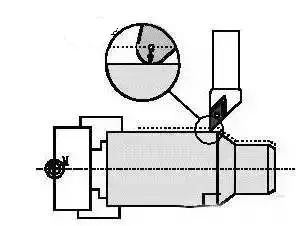
En el proceso de corte, para mejorar la resistencia de la punta de la herramienta y reducir la rugosidad de la superficie de la máquina, generalmente existe un borde de transición de arco circular en la punta de la herramienta. Además, la cuchilla general no rectificada tiene un arco como transición con cierto radio. Aunque en cuanto a la punta giratoria exclusivamente afilada, todavía posee un cierto chaflán arqueado. No hay una esquina absoluta en ninguna punta de giro.
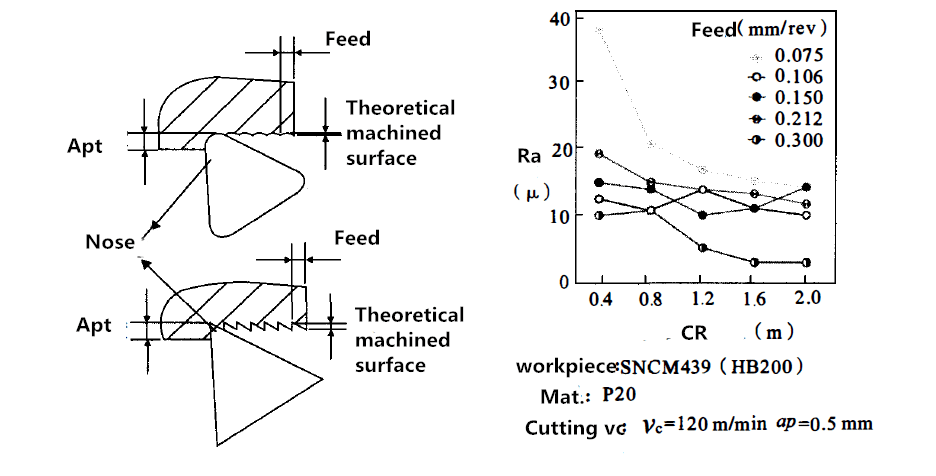
A través de la comparación en la Figura 1, se puede ver que el radio del radio de la punta de la herramienta y el avance por rotación tienen el mayor impacto en la rugosidad de la superficie de la pieza de trabajo. debe ser seleccionado. La siguiente figura es una tabla de referencia de la relación entre los valores de estos tres elementos. Generalmente, el radio de la esquina de la punta de la herramienta es adecuado para tres o cuatro veces la velocidad de avance.
| F | Real academia de bellas artes | |||||
| r | 0.4 | 0.8 | 1.2 | 1.6 | 2.0 | |
| 1.6 | 0.07 | 0.1 | 0.12 | 0.14 | 0.16 | |
| 3.2 | 0.1 | 0.14 | 0.18 | 0.2 | 0.23 | |
| 6.3 | 0.14 | 0.2 | 0.25 | 0.28 | 0.32 | |
| 12.5 | 0.2 | 0.28 | 0.35 | 0.4 | 0.45 | |
| 25 | 0.28 | 0.4 | 0.49 | 0.56 | 0.63 |
r radio de esquina mm
f max avance por Rot. mmm
Ra Rugosidad μm
Para la selección del radio de la punta de la herramienta y el avance por rotación, también se puede determinar mediante la fórmula empírica teórica (1).
Ra=f2/r*125
Donde:
Ra (μm) – rugosidad de la superficie;
f(mm/rev) – avance por revolución;
r (mm) – el radio del arco de la punta de la herramienta;
125 — constante.
Sustituyendo el valor establecido del radio del radio de la punta de la herramienta y la cantidad de avance (1), también podemos calcular la rugosidad teórica de la superficie y la rugosidad de la superficie.
Por ejemplo: el radio del arco de la punta de la herramienta es de 0,8 mm y la velocidad de avance es
0,2 mm/r, sustituyendo la fórmula (1) por la rugosidad superficial teórica.
Ra=0,22/0.8*125=6.25μm
La rugosidad superficial teórica es: 6,25 μm
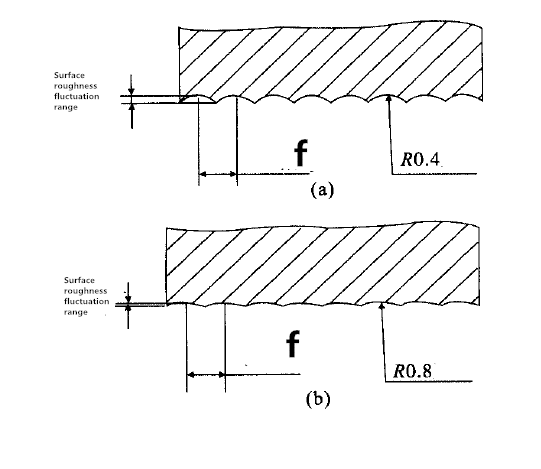
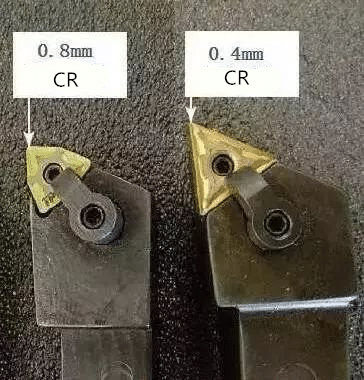
Vale la pena señalar que si el radio es demasiado grande, se producirán vibraciones debido al contacto excesivo entre la herramienta y la pieza de trabajo. Por el contrario, si el radio es demasiado pequeño, la punta se debilitará y se desgastará rápidamente. Es necesario volver a afilar con frecuencia. Por lo tanto, el radio de filete es generalmente de 0,3 a 0,4 mm.
Compensación del radio Conner (radio del borde)
Al mecanizar tornos CNC, es necesario compensar el radio de la esquina.
Al programar, la punta de la herramienta generalmente se considera como un punto, pero en la práctica hay una esquina redondeada. Cuando la superficie, como la cara del extremo, el diámetro exterior, el diámetro interior y similares, que es paralela o perpendicular al eje, se procesa mediante un programa programado de acuerdo con el punto de punta teórico, no se produce ningún error.
Sin embargo, en el procesamiento real, habrá cortes excesivos y cortes múltiples. Hablaremos de las siguientes dos situaciones:
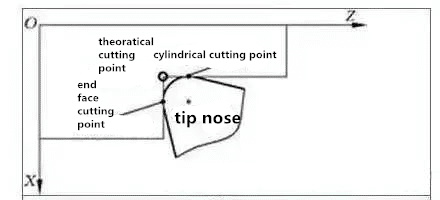
- Cara final giratoria y caras cilíndricas interior y exterior
La siguiente figura muestra la punta de un arco circular y su orientación. La punta de la punta de la herramienta utilizada para la programación y el ajuste de la herramienta es la punta ideal de la punta de la herramienta. Debido a la presencia del arco de la punta de la herramienta, el punto de corte real es el punto tangente del arco del borde de la herramienta y la superficie de corte. Al girar la cara del extremo, el punto de corte real del arco de la punta de la herramienta es el mismo que la coordenada Z del punto ideal de la punta de la herramienta; cuando se utilizan los agujeros exterior e interior del coche, el valor de la coordenada X del punto de corte real y el punto ideal de la punta de la herramienta son los mismos. Por lo tanto, no es necesario realizar la compensación del radio de la punta de la herramienta al girar la cara frontal y las caras cilíndricas interior y exterior.
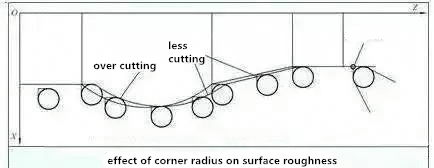
2) Torneado de la superficie cónica y la superficie del arco al mecanizar la superficie cónica y la superficie del arco
Cuando la trayectoria de mecanizado no es paralela al eje de la máquina, existe una desviación de posición entre el punto de corte real y el punto ideal de la punta de la herramienta en las direcciones de las coordenadas X y Z. La influencia del radio de la punta de la herramienta en la precisión del mecanizado se muestra en la siguiente figura. Si se programa con un punto de punta de herramienta ideal, habrá menos cortes o cortes excesivos, lo que generará errores de mecanizado. Cuanto mayor sea el radio del arco de la punta de la herramienta, mayor será el error de mecanizado.
En el mecanizado real de la herramienta de torneado, debido al proceso u otros requisitos, la punta de la herramienta a menudo no es un punto ideal, sino un arco circular. Cuando se mecanizan contornos cilíndricos y de cara final paralelos al eje de coordenadas, el arco de la punta de la herramienta no afecta su tamaño y forma, pero cuando se mecanizan contornos de dirección no coordinada, como conos y arcos, el punto de corte de la herramienta está en el arco del borde de la herramienta. Si cambia hacia arriba, el arco de la punta de la herramienta provocará errores dimensionales y de forma, lo que resultará en menos o más cortes. Este tipo de error de mecanizado causado por la punta de la herramienta no es un punto ideal sino un arco circular, que puede eliminarse mediante la función de compensación del radio de la punta de la herramienta.
