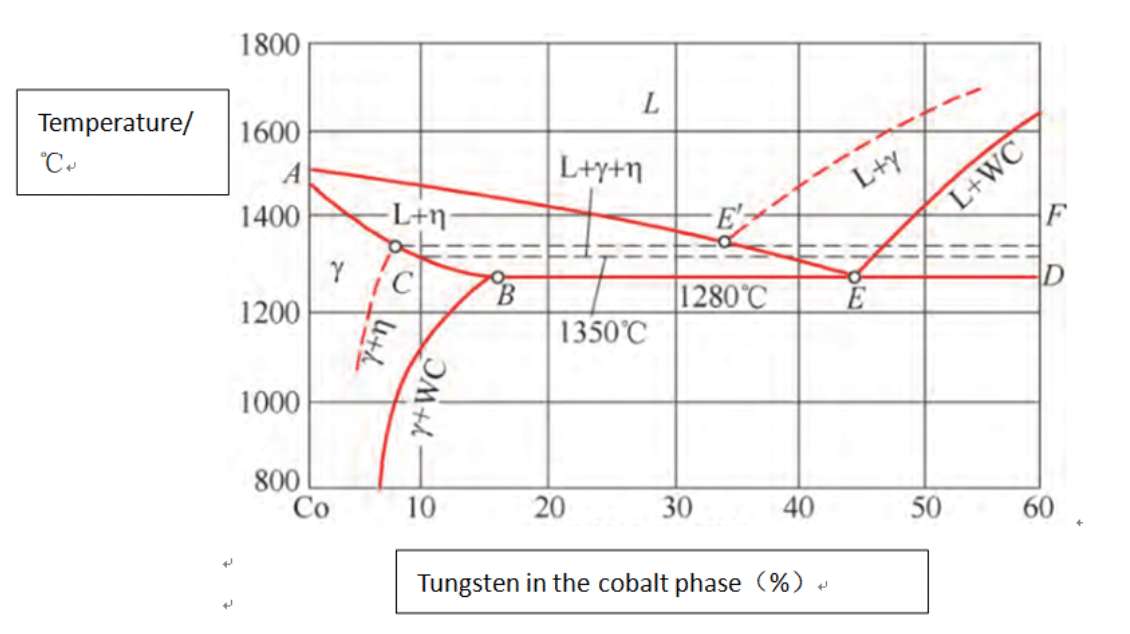
Carboneto Cimentado (metal duro) é um termo geral para ligas compostas de carbonetos, nitretos, boretos ou silicietos de metais de alto ponto de fusão (W, Mo, Ti, V, Ta, etc.). Dividido em duas categorias principais de fundição e sinterização. A liga fundida tem alta fragilidade e baixa tenacidade, e tem pouco valor de aplicação prática. Amplamente utilizadas são ligas sinterizadas, que geralmente são sinterizadas a partir de carboneto de tungstênio ou carboneto de titânio e pó de cobalto e têm alta dureza, resistência ao desgaste e dureza a quente. Usado principalmente para fabricar corte de alta velocidade e processamento de materiais duros, nos últimos anos, o uso de carboneto na indústria de moldes também está aumentando, por isso, é de importância prática para discutir e estudar o tratamento térmico de liga dura. Características do Carboneto Cimentado O carboneto é produzido pelo método da metalurgia do pó a partir do composto duro do metal refratário e da fase de ligação do metal. Os compostos duros comumente usados são carbonetos. Como a liga dura para ferramentas de corte, comumente usados WC, TiC, TaC, NbC, etc., o aglutinante é Co, e a resistência do metal duro depende principalmente do conteúdo da Co. Porque o metal duro no metal duro tem um alto ponto de fusão (como um ponto de fusão de 3140 ° C de Ti C), uma alta dureza (como uma dureza de 3200 HV de TiC), uma boa estabilidade química e uma boa estabilidade térmica, a dureza e resistência ao desgaste disso são altas. O sexo e a estabilidade química são muito superiores aos aços-ferramenta de alta velocidade. A fase dura de metal duro comumente usada é principalmente a WC, que tem boa resistência ao desgaste. Embora alguns carbonetos tenham dureza semelhante à WC, eles não têm a mesma resistência ao desgaste. WC tem uma maior resistência ao escoamento (6000 MPa), por isso é mais resistente à deformação plástica. A condutividade térmica da WC também é boa, e a condutividade térmica é um importante índice de desempenho do ferramental. WC tem um coeficiente de expansão térmica menor, cerca de 1/3 do aço; seu módulo de elasticidade é 3 vezes maior do que o aço, e sua resistência à compressão também é maior que a do aço. Além disso, a CC tem boa resistência à corrosão e à oxidação em temperatura ambiente, boa resistência elétrica e alta resistência à flexão.Fig.1 O diagrama de quase-equilíbrio da liga de WC-Co2. Tratamento térmico e organização de ligas Foi estudado nas fases de ligação de ligas de WC-Co com diferentes relações C / W de 5% a 35% de CC. As conclusões são tiradas da seguinte forma: fases γ ou (γ + WC) são geradas na liga em arrefecimento lento; Quando existem fases (γ + η) aparecem. No entanto, como a fase (γ + η) é instável, a fase (γ + η) se transformará em uma fase estável (γ + WC) após o recozimento. De acordo com os resultados do teste, o diagrama de fase de quase-equilíbrio mostrado na Fig. 1 é desenhado (a linha sólida é o diagrama de fases do sistema estável, e a linha tracejada é o diagrama de fases local ilustrando as características η do quasi-estável Estágio). O recozimento (resfriamento lento) do carbeto cimentado típico depende principalmente do teor de carbono: quando C / W> 1, o carbono livre precipita no limite da fase WC-Co; quando o C / W <1, a microestrutura da liga tem Em ambos os casos: Um está na região de três fases (WC + γ + η). É inevitável que a fase η apareça depois que a liga é resfriada lentamente. Se existe uma quantidade tão grande de fase η na fase de cimento, aparecem grãos de cristal ramificados e os pequenos grãos são distribuídos de maneira desigual; se houver um grande grão de fase η, os grãos são separados por uma longa distância, portanto há informação de que a fase η está começando a se formar. No outro caso, quando a liga está na região bifásica (WC + γ), a liga W será precipitada como Co3W a partir da fase de ligação após a liga de baixo teor de carbono ser recozida. O processo de reação pode ser expresso pela seguinte fórmula. Co centrada na face cúbica → Co Face cúbica centrada + Co3W Portanto, esta liga de duas fases de WC-Co de baixa emissão de carbono será transformada em uma estrutura trifásica (WC + γ + CoW) após o recozimento. A figura 2 mostra as curvas de dissolução de W para as ligas de WC-Co bifásicas a diferentes temperaturas de recozimento. A curva é a curva crítica de temperatura para ligas bifásicas transformadas em ligas trifásicas (WC + γ + CoW): acima da temperatura da curva. O recozimento resulta em uma liga microestrutural bifásica; recozimento a temperaturas abaixo da curva produz uma estrutura trifásica contendo Co3W.3. Efeito do processo de tratamento térmico nas propriedades mecânicas da liga de dureza (1) Efeito na Resistência Como a WC possui diferentes solubilidades sólidas em diferentes temperaturas em Co, proporciona a possibilidade de endurecimento por precipitação da fase aglutinante pela têmpera da temperatura da solução sólida e posterior envelhecimento. A têmpera pode inibir a precipitação da CC e a transição homotrópica de Co (hexadecimal Co densa, centrada na face C). Foi relatado que a resistência da liga contendo 40% de cobalto pode ser aumentada em cerca de 10% após a têmpera, mas a resistência da liga contendo 10% de cobalto é reduzida após a extinção. Considerando que a quantidade de cobalto contida nos carbonetos cimentados comumente usados na engenharia é geralmente de 10% a 37%, o efeito do tratamento térmico sobre a resistência da liga é muito pequeno. Então alguém ousou afirmar que a extinção não é uma maneira de aumentar a força das ligas W-Co. O recozimento também causa uma diminuição na resistência da liga, como mostrado nas Tabelas 1 e 3. As propriedades do carboneto de tungstênio variam com a quantidade de Co contido e a espessura dos grãos, como mostrado na Figura 4.Fig. 2 A curva de solubilidade sólida do tungstênio em WC-10% Co liga de duas fasesFig.3 Efeito do recozimento a 800 ° C na resistência à flexão do conteúdo de WC-10% CoCaixa 1 Efeito do recozimento a 650 ° C na resistência à flexão de WC -11% Co liga (2) Efeito na Dureza Quando a liga WC-Co envelhece, Co3WCX e Co3WCX precipitam em fase de tecido denso, então a dureza da liga aumentará, mas a dureza da liga diminuirá quando for convertida posteriormente em Co3W. Os dados do teste H.Jonsson são mostrados na Figura 5 e Figura 6. Embora a existência de Co3WCX após o tratamento térmico aumente ligeiramente a dureza da liga, considerando o tempo de tratamento térmico mais longo e a diminuição da resistência à flexão, acredita-se que a precipitação da fase de Co3WCX para tornar a fase de aglutinante dispersar e endurecer não é um método eficaz para o desenvolvimento de novas classes. Outro caminho deve ser encontrado. (3) O tratamento térmico típico do carboneto cementado é apresentado na Tabela 2. As propriedades do carboneto cementado do tipo WC variam com a quantidade de Co e granulometriaFig. 5 Relação entre dureza e tempo de envelhecimento da fase ligante de ligas de WC-CoFig. 6 Relação entre dureza e tempo de envelhecimento da liga de WC-Co4. Revestimento de liga dura Para melhorar ainda mais a resistência ao desgaste da liga dura, um material duro, como TiC ou TiN, pode ser depositado por vapor na sua superfície. O material de revestimento deve atender aos seguintes requisitos: 1 Deve ter alta dureza a baixa temperatura e alta temperatura.2 Tem boa estabilidade química.3 Deve ter permeabilidade e nenhum furo de ar.4 O material a ser processado deve ter um baixo fator de atrito. 5 Para colar firmemente no corpo da ferramenta. 6 É econômico e fácil de produzir. No mundo de hoje, o metal duro é também o principal material das ferramentas de corte. Ele também está expandindo sua participação de aplicação em moldes, ferramentas de medição e outros campos. Para resumir, ele é usado principalmente nos seguintes aspectos: 1 Torneamento em corte contínuo.2 Torneamento de perfil com pouca mudança na profundidade da faca.3 exigem veículos intermitentes com baixa intensidade.4 Faceamento em alta velocidade de aço ou ferro fundido cinzento. As vantagens do metal duro revestido são muitas e resumidas da seguinte forma: 1 Boa versatilidade.2 pode melhorar a precisão da superfície de corte da peça de trabalho.3 A velocidade de corte é aumentada com a mesma vida útil da ferramenta.4 Na mesma velocidade de corte, a vida útil da ferramenta pode ser aumentada. (1) Material de revestimento A maioria dos fabricantes estrangeiros usa revestimento de TiC para inserções revestidas, seguido de revestimento de TiN. O revestimento composto de TiC-TiN e o revestimento de solução sólida de Ti (C • N) aumentaram gradualmente. Nos últimos anos, muitos novos revestimentos compostos também foram desenvolvidos.TiC é atualmente um material de revestimento ideal, suas vantagens são dureza de alta temperatura, alta resistência, boa resistência à oxidação e resistência ao desgaste da cratera; sua desvantagem é que o coeficiente de expansão térmica e o corpo são maiores e a resistência ao desgaste lateral é ruim. Comparado com o revestimento de TiC, o revestimento de TiN tem as seguintes vantagens: a lâmina revestida tem baixa tendência a formar uma cratera ao cortar, e seu coeficiente de expansão térmica é próximo ao do substrato, e possui baixa sensibilidade ao choque térmico. e não é provável que forme um tumor. O desgaste anti-lateral é bom e é fácil de depositar e controlar. A desvantagem é que a adesão ao substrato é menos sólida. O revestimento composto de TiC-TiN e revestimento de solução sólida de Ti (C • N) são novos revestimentos desenvolvidos na década de 1970 e foram aplicados com sucesso na produção. O revestimento de revestimento composto tem um futuro promissor. (2) Processo de revestimento O processo e equipamento para revestimento. produzindo pastilhas de TiC em casa e no exterior são semelhantes. A característica comum é que os insertos de metal duro tratados são colocados em uma câmara de reação de deposição, e então H2 é usado como um transportador para introduzir TiCl4 e metano na câmara de reação. Reação de deposição. A temperatura da reacção é controlada aproximadamente a cerca de 1000 ° C. O método de aquecimento é quase sempre o mesmo aquecimento por indução de alta frequência, e a pressão de deposição é maioritariamente negativa. Embora um revestimento de boa qualidade possa ser depositado sob pressão normal, o uso de deposição de pressão negativa é mais eficiente e o revestimento é mais uniforme e denso. Especialmente quando o número de lâminas de deposição é grande, as vantagens do uso de deposição de pressão negativa são particularmente significativas. (3) Espessura do revestimento A espessura do revestimento de TiC é geralmente de 5 ~ 8μm para revestimentos inseridos em casa e no exterior. A espessura do revestimento de TiN está na faixa de 8 a 12 μm. (4) O desempenho do revestimento da matriz de revestimento é grandemente afetado pela composição da matriz, a matriz de lâmina revestida deve atender aos seguintes requisitos: 1 tem boa tenacidade e resistência à deformação plástica. 2 tem uma alta dureza. 3 Sua composição química deve corresponder ao material de revestimento e a adesão mútua deve ser firme. 4 não está danificado em altas temperaturas de deposição. 5 O coeficiente de expansão é semelhante ao do material de revestimento. 6 tem boa condutividade térmica. Ao usinar materiais de aço, as ligas WiC-TC-Co ou WC-TiC-TaC-Co devem ser selecionadas; Ao usinar ferro fundido ou metais não ferrosos, as ligas WC-Co devem ser selecionadas. Diferentes materiais de processamento, os requisitos da matriz de liga de revestimento também é diferente, o que significa que o revestimento também deve ser personalizado, qualquer processo de tratamento térmico não é uma panacéia, desde que sob as condições específicas para maximizar a sua eficácia. Aplicação de Carboneto Cimentado na Produção de Ferramentas e Matrizes (1) No campo de ferramentas de corte, o metal duro mantém excelente desempenho de corte mesmo em altas temperaturas de 800-1000 ° C. É adequado para corte rápido a altas temperaturas e tem significado prático para melhorar a eficiência econômica. Portanto, está gradualmente substituindo aços ferramenta de alta velocidade. Faça ferramentas. Em 2017, tem sido amplamente utilizado não apenas em tornos, plainas, facas chatas, fresas de três lâminas, fresas e fresas de topo, mas também com a promoção contínua de fabricação inteligente e industrial 4.0. Mais amplo, olhando para o futuro O material da ferramenta é, sem dúvida, o mundo das ligas duras. (2) No campo dos moldes, vários tipos de trefilados e trefilados são basicamente feitos de metal duro. A matriz progressiva para fazer dentes de zíper usa ligas duras YG8 e YG15 para fazer matrizes de desenho de diâmetro grande e matrizes duras YG20C. Ligas para multi-posição progressiva morrer. O modo não magnético é geralmente feito de metal duro cementado YG15 e YG20. A vida útil da matriz de trefilação de arame implantada com iões de azoto YG8 é mais do que duplicada. Em resumo, a aplicação de metal duro nos moldes está se tornando cada vez mais comum. Ele também é usado nas indústrias de medição e outras ferramentas e não será descrito em detalhes. Conclusão Após o tratamento térmico adequado da liga dura, embora possa melhorar um pouco a dureza, mas levando em conta o tempo de tratamento térmico mais longo e prejudicial à resistência à flexão, o tratamento térmico deve ter um certo grau de especificidade. O revestimento de superfície reforça o novo caminho para o uso de metal duro, e o substrato de revestimento, material, processo e espessura também devem ser individualizados.
Fonte: Meeyou Carbide