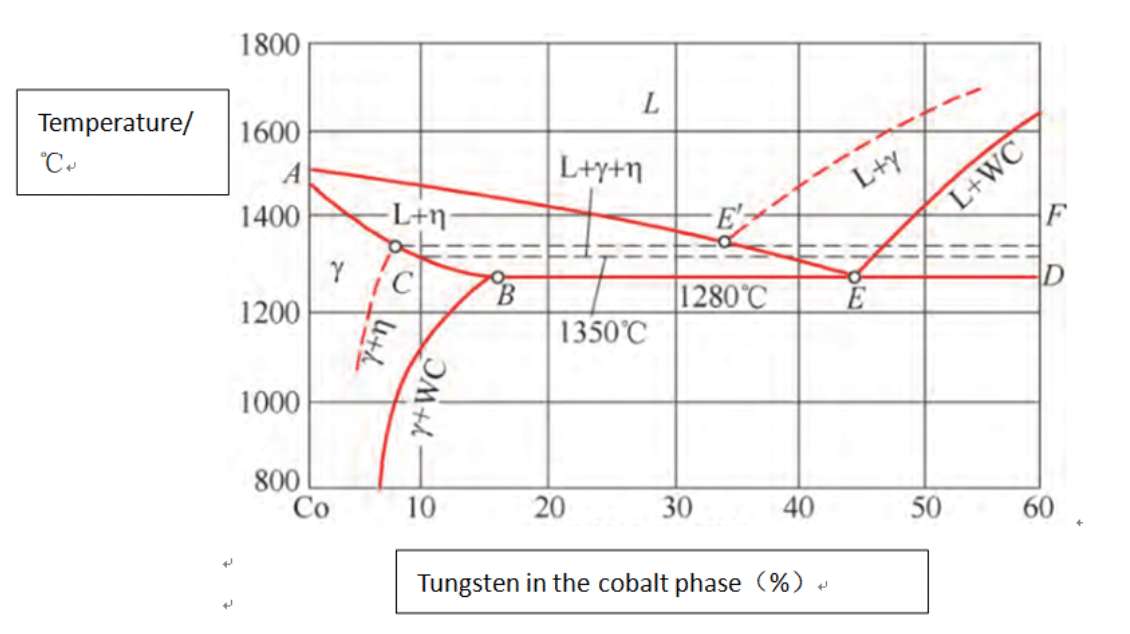
Cemented carbide(hardmetal) is a general term for alloys composed of carbides, nitrides, borides, or silicides of high melting point metals (W, Mo, Ti, V, Ta, etc.). Divided into two major categories of casting and sintering. The cast alloy has high brittleness and low toughness, and has little practical application value. Widely used are sintered alloys, which are generally sintered from tungsten carbide or titanium carbide and cobalt powder and have high hardness, wear resistance and hot hardness. Mainly used to manufacture high-speed cutting and processing of hard materials, in recent years, the use of carbide in the mold industry is also increasing, so it is of practical significance to discuss and study the hard alloy heat treatment.1. Features of Cemented CarbideCarbide is made by the method of powder metallurgy from the refractory metal hard compound and the metal bonding phase. The commonly used hard compounds are carbides. As the hard alloy for cutting tools, commonly used WC, TiC , TaC, NbC, etc., the binder is Co, and the strength of the cemented carbide mainly depends on the content of Co. Because the carbide in the cemented carbide has a high melting point (such as a melting point of 3140° C. of Ti C), a high hardness (such as a hardness of 3200 HV of TiC), a good chemical stability, and a good thermal stability, the hardness and wear resistance thereof are high. Sex and chemical stability are much higher than high-speed tool steels. The commonly used cemented carbide hard phase is mainly WC, which has good wear resistance. Although some carbides have similar hardness as WC, they do not have the same wear resistance. WC has a higher yield strength (6000 MPa), so it is more resistant to plastic deformation. WC’s thermal conductivity is also good, and thermal conductivity is an important performance index of the tooling. WC has a lower coefficient of thermal expansion, about 1/3 of that of steel; its modulus of elasticity is 3 times that of steel, and its compressive strength is also higher than that of steel. In addition, WC has good resistance to corrosion and oxidation at room temperature, good electrical resistance, and high bending strength.Fig.1 The quasi-equilibrium diagram of WC-Co alloy2. Heat treatment and alloy organizationIt has been studied on the bonding phases of WC-Co alloys with different C/W ratios of 5% to 35% WC. The conclusions are drawn as follows: γ-phase or (γ+WC) phases are generated in the alloy at slow cooling; When there are (γ+η) phases appear. However, since the (γ+η) phase is unstable, the (γ+η) phase will transform into a stable (γ+WC) phase after annealing. According to the test results, the quasi-equilibrium phase diagram shown in Fig. 1 is drawn (the solid line is the phase diagram of the stable system, and the dashed line is the local phase diagram illustrating the η characteristics of the quasi-stable phase). The annealing (slow cooling) of the typical cemented carbide depends mainly on the carbon content: when C/W>1, the free carbon precipitates on the WC-Co phase boundary; when the C/W<1, the microstructure of the alloy has In both cases: One is in the three-phase region (WC + γ + η). It is inevitable that the η phase appears after the alloy is slowly cooled. If such a large amount of η phase exists in the cementitious phase, branched crystal grains appear, and the small grains are unevenly distributed; if there is a large grain of η phase, the grains are separated by a long distance, so there is information that the η phase is Higher temperatures have begun to form. In the other case, when the alloy is in the two-phase (WC+γ) region, the W alloy will be precipitated as Co3W from the bonding phase after the low-carbon alloy is annealed. The reaction process can be expressed by the following formula. Co Face-centered cubic → Co Face-centered cubic + Co3W Therefore, this low-carbon two-phase WC-Co alloy will be transformed into a three-phase (WC + γ + CoW) structure after annealing. Figure 2 shows the dissolution curves of W for two-phase WC-Co alloys at different annealing temperatures. The curve is the critical temperature curve for two-phase alloys transformed into three-phase (WC+γ+CoW) alloys: above the curve temperature Annealing results in a two-phase microstructure alloy; annealing at temperatures below the curve yields a three-phase structure containing Co3W.3. Effect of heat treatment process on mechanical properties of hardness alloy(1) Effect on Strength Since WC has different solid solubility at different temperatures in Co, it provides the possibility of precipitation hardening of the binder phase by solid solution temperature quenching and subsequent aging. Quenching can inhibit the precipitation of WC and the homotropy transition of Co (Co dense hexagonal, Co face centered cubic). It has been reported that the strength of the alloy containing 40% cobalt can be increased by about 10% after quenching, but the strength of the alloy containing 10% cobalt is reduced after quenching. Considering that the amount of cobalt contained in cemented carbides commonly used in engineering is generally 10% to 37%, the effect of heat treatment on the alloy strength is very small. So someone dared to assert that quenching is not a way to increase strength for W-Co alloys. Annealing also causes a decrease in the strength of the alloy, as shown in Tables 1 and 3. The properties of tungsten carbide vary with the amount of Co contained and the thickness of the grains, as shown in Figure 4.Fig. 2 The solid solubility curve of tungsten in WC-10%Co two-phase alloyFig.3 Effect of annealing at 800°C on the flexural strength of WC-10%Co contentTable 1 Effect of annealing at 650 °C on bending strength of WC-11% Co alloy(2) Effect on Hardness When WC-Co alloy ages, Co3WCX and Co3WCX precipitate in dense tissue phase, so the hardness of the alloy will increase, but the hardness of the alloy will decrease when it is subsequently converted to Co3W. The H.Jonsson test data is shown in Figure 5 and Figure 6. Although the existence of Co3WCX after heat treatment slightly improves the hardness of the alloy, considering the longer heat treatment time and lowering of the flexural strength, it is thought that the precipitation of Co3WCX phase to make the binder phase disperse and harden is not an effective method for the development of new grades. Another way should be found. .(3) The typical heat treatment of cemented carbide is shown in Table 2.Table 2 typical heat treatment process of hard alloyFigure 4 The properties of WC cemented carbide vary with the amount of Co and grain sizeFig. 5 Relationship between hardness and aging time of WC-Co alloy binder phaseFig. 6 Relationship between hardness and aging time of WC-Co alloy4. Hard alloy coatingIn order to further improve the wear resistance of the hard alloy, a hard material such as TiC or TiN may be vapor-deposited on the surface thereof. The coating material should meet the following requirements:1 It should have high hardness at low temperature and high temperature.2 has good chemical stability.3 should have permeability and no air hole.4 The material to be processed should have a low friction factor.5 To bond firmly with the tool body. 6 It is economical and easy to produce. In today’s world, cemented carbide is also the main material of cutting tools. It is also expanding its application share in molds, measuring tools and other fields.To sum up, it is mainly used in the following aspects:1 Turning in continuous cutting.2 Profiling turning with little change in knife depth.3 require intermittent vehicles with low intensity.4 High-speed face milling of steel or gray cast iron.The advantages of coated cemented carbide are many and summarized as follows:1 Good versatility.2 can improve the accuracy of the workpiece cutting surface.3 The cutting speed is greatly increased at the same tool life.4 At the same cutting speed, tool life can be increased.(1) Coating material Most foreign manufacturers use TiC coating for coated inserts, followed by TiN coating. TiC-TiN composite coating and Ti (C • N) solid solution coating gradually increased. In recent years, many new composite coatings have also been developed.TiC is currently an ideal coating material, its advantages are high temperature hardness, high strength, good oxidation resistance and crater wear resistance; its disadvantage is that the coefficient of thermal expansion and the body is larger, and the side wear resistance is poor. Compared with the TiC coating, the TiN coating has the following advantages: the coated blade has a low tendency to form a crater when cutting, and its coefficient of thermal expansion is close to that of the substrate, and has a low sensitivity to thermal shock and is not likely to form a tumor. Anti-side wear is good, and it is easy to deposit and control. The disadvantage is that the adhesion to the substrate is less solid. TiC-TiN composite coating and Ti(C•N) solid solution coating are new coatings developed in the 1970s and have been successfully applied in production.The composite coating hard coating has a promising future.(2) Coating process The process and equipment for producing TiC coating inserts at home and abroad are similar. The common feature is that the treated cemented carbide inserts are placed in a deposition reaction chamber, and then H2 is used as a carrier to introduce TiCl4 and methane into the reaction chamber. Deposition reaction. The reaction temperature is roughly controlled at about 1000°C. The heating method is almost always the same high-frequency induction heating, and the deposition pressure is mostly negative pressure. Although a good quality coating can be deposited under normal pressure, the use of negative pressure deposition is more efficient and the coating is more uniform and dense. Especially when the number of deposition blades is large, the advantages of using negative pressure deposition are particularly significant.(3) Coating thickness The thickness of the TiC coating is usually 5~8μm for coating inserts produced at home and abroad. The thickness of TiN coating is in the range of 8~12μm. (4) The coating matrix coating performance is greatly affected by the matrix composition, the coated blade matrix should meet the following requirements: 1 has good toughness and resistance to plastic deformation. 2 has a high hardness. 3 Its chemical composition must match the coating material, and the mutual adhesion should be firm. 4 is not damaged at high deposition temperatures. 5 The coefficient of expansion is similar to that of the coating material. 6 has good thermal conductivity. When machining steel materials, WiC-TC-Co or WC-TiC-TaC-Co alloys should be selected; when machining cast iron or non-ferrous metals, WC-Co alloys should be selected. Different processing materials, the requirements of the coating alloy matrix is also different, meaning that the coating should also be personalized, any heat treatment process is not a panacea, as long as under the specific conditions to maximize their effectiveness.5. Application of Cemented Carbide in Tool and Die Production(1) In the field of cutting tools, cemented carbide maintains excellent cutting performance even at high temperatures of 800-1000°C. It is suitable for rapid cutting at high temperatures and has practical significance for improving economic efficiency. Therefore, it is gradually replacing high-speed tool steels. Make tools. In 2017, it has been widely used not only in lathes, planers, boring knives, three-blade cutters, die cutters, and end mills, but also with the continuous promotion of smart manufacturing and industrial 4.0. Broader, looking forward to the future Tool material is undoubtedly the world of hard alloys.(2) In the field of molds, various types of wire drawing die and wire drawing die are basically made of cemented carbide. The progressive die for making zipper teeth uses YG8 and YG15 hard alloys to make large-diameter drawing dies and YG20C hard dies. Alloys for multi-position progressive die. Non-magnetic mode is generally made of YG15 and YG20 cemented carbide. The service life of YG8 nitrogen ion implanted wire drawing die is more than doubled. In short, the application of cemented carbide in molds is becoming more and more common. It is also used in the gage and other tool industries and will not be described in detail.6. ConclusionAfter the appropriate heat treatment of the hard alloy, although it can improve a little hardness, but taking into account the longer heat treatment time and detrimental to the bending strength, so heat treatment should have a certain degree of specificity. The surface coating strengthens the new path for the use of cemented carbide, and the coating substrate, material, process, and thickness should also be individualized.
Source: Meeyou Carbide