
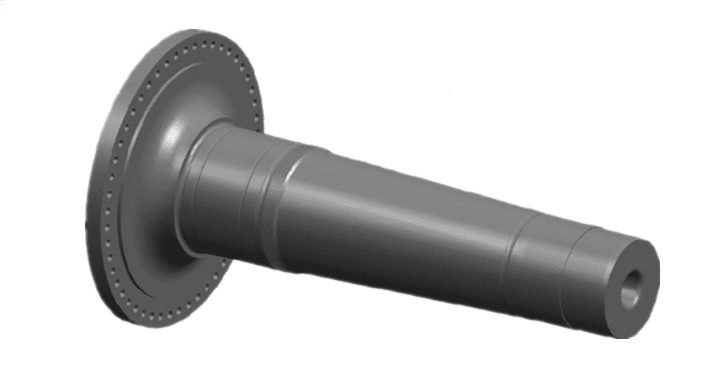
风力发电机主轴主要为整体铸造,一般由42CrMo(温带)和34CrNiMo6(热带)组成。初始铸造后,需要由卧式加工中心,深孔钻床和落地式钻孔机加工。
加工阶段
1.Roughing
正火后,工件将经过粗加工,即进行大量的轮廓铣削,镗孔和圆柱形车削工件。如果有裂缝,将在此阶段检测到它们。
 2.Semi整理
2.Semi整理
在半精加工之前,需要对工件进行淬火和回火。对于主轴的加工,深孔镗削也应在此阶段完成。这是因为钻孔步骤会从工件上切掉很多多余的部分,这会导致主轴体变形。
 3.精加工
3.精加工
主轴精加工完全满足轴体尺寸精度和表面粗糙度的最终要求。在此阶段将完成所有圆柱面,端面和螺纹面的进一步转动。此外,主轴大端的所有小孔也应在CNC落地式镗床上生产。
选择刀具
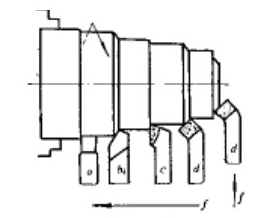
1.外转车床
外圆车削刀头,切削刃角度为90°。其中有左切割位和右切割位。通常在主轴的加工中选择右切削刃。

2.Twist演习
扭转钻头,工具沿固定轴向旋转运动到工件上的钻孔。经常会看到带有2个凹槽,3个凹槽和4个凹槽的麻花钻。铣刀头通常由碳化钨和HSS制成。
3.Sww tap
螺纹丝锥是在制造孔之后制造内螺纹的加工工具。根据它们的形状,水龙头分为直槽型和螺纹槽型。直槽型易于制造且精度较低。它用于宇宙车床,钻床,攻丝机。螺纹槽型用于加工盲孔。现在有许多涂层水龙头可供使用,与没有涂层的水龙头相比,它们具有更长的使用寿命和更好的切割性能。

4.中心钻孔
中心钻孔钻头,用于精确预定孔位置的工具,然后引导麻花钻进行孔加工。
