
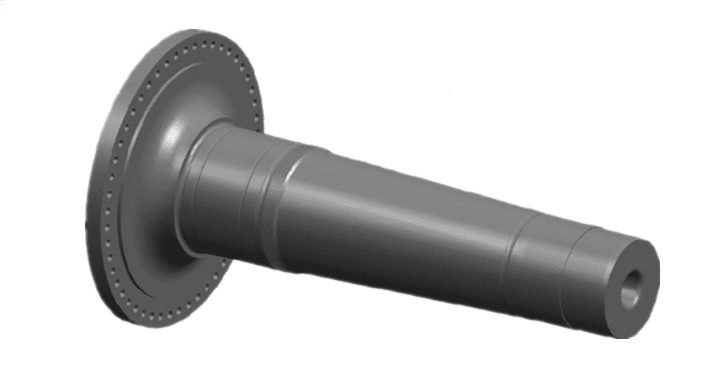
Main shaft of wind power generators are mainly integral casting, generally made of 42CrMo(for temperate zone) and 34CrNiMo6(for tropical zone). After initial casting, they are required to be processed by horizontal machining center, deep hole drilling machine, and floor type borer.
Stages of machining
1.Roughing
After normalizing, workpiece will go through roughing, which is to do a lot of profile milling, core boring, and cylindrical turning on workpiece. If there are cracks, they will be detected at this stage.
 2.Semi-finishing
2.Semi-finishing
Before semi finishing, the workpiece is required to be quenched and tempered. For main shaft’s machining, the deep hole boring should also be finished in this stage. That’s because the boring step will cut off a lot of excess part from workpiece, which will result in deformation of main shaft body.
 3.Fine finishing
3.Fine finishing
Fine finishing for main shaft is to totally meet the final demand of the shaft body’s dimensional precision and surface coarseness. Further turning of all cylindrical face, end face, and thread face will be finished in this stage. In addition, all small bores on the big end of main shaft also shall be produced on CNC floor type boring machine.
Selection of cutter tools
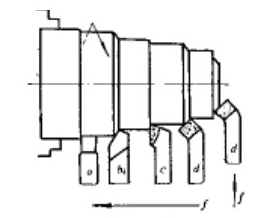
1.External turning lathe tool
External turning lathe bits with the cutting edge angle of 90 °. There are left cutting bits and right cutting bits among them. Generally right cutting edge bits will be chosen in machining of the main shaft.

2.Twist drills
Twist drills, the tool doing rotary motions in a fixed axial direction to bore hole on workpiece. Twist drills with 2 flutes, 3 flutes, and 4flutes are mostly seen often. Mills cutter head is commonly made by tungsten carbide and HSS.
3.Screw tap
Screw tap is the machining tool that fabricates internal thread after a hole’s made. According to their shapes, taps are divided into straight flute type and thread flute type. Straight flute type is easy to fabricate and with less precision. It’s used on universe lathe, drilling machine, tapper. While the thread flute type is used for machining blind holes. Now there are many coated taps are available and they get longer lifespan and better cutting property compared to those without coating.

4.Center bore drills
Center bore drills, the tools used to precisely preposition the location of hole then guide twist drills to do the hole machining.
