
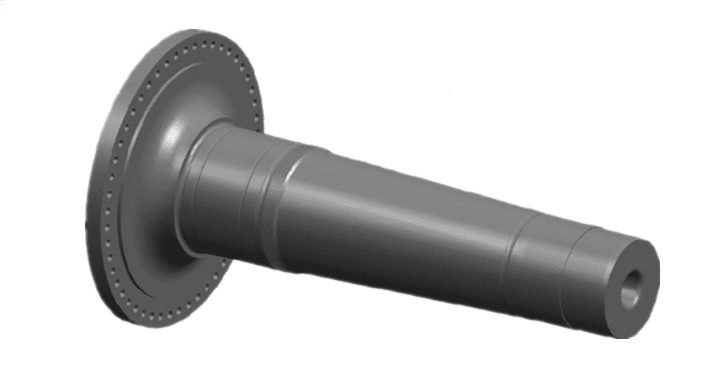
L’arbre principal des éoliennes est principalement constitué de pièces moulées intégralement, généralement constituées de 42CrMo (pour la zone tempérée) et de 34CrNiMo6 (pour la zone tropicale). Après la coulée initiale, ils doivent être traités par un centre d'usinage horizontal, une perceuse pour trous profonds et une perceuse de sol.
Etapes d'usinage
1.Roughing
Après normalisation, la pièce à usiner subit l'ébauche, qui consiste à effectuer beaucoup de fraisage de profil, d'alésage de noyau et de tournage cylindrique sur la pièce. S'il y a des fissures, elles seront détectées à ce stade.
 2.Semi-finition
2.Semi-finition
Avant la semi-finition, la pièce doit être trempée et revenue. Pour l'usinage de l'arbre principal, le perçage profond doit également être terminé à ce stade. En effet, l’étape ennuyeuse coupera beaucoup de pièces en excès de la pièce à usiner, ce qui entraînera une déformation du corps de l’arbre principal.
 3. Finition fine
3. Finition fine
La finition fine de l’arbre principal doit répondre totalement à la demande finale en matière de précision dimensionnelle et de rugosité de la surface du corps de l’arbre. Toutes les faces cylindriques, frontales et filetées seront ensuite tournées. En outre, tous les petits alésages sur la grande extrémité de l’arbre principal doivent également être produits sur une aléseuse de sol à commande numérique.
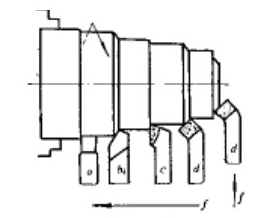
Sélection des outils de coupe
Outil de tour 1.External
Embouts de tour extérieurs avec un angle de coupe de 90 °. Il y a des mèches coupantes et des mèches droites parmi eux. Généralement, les tranchants à droite seront choisis lors de l'usinage de l'arbre principal.

2. perceuses
Des forets hélicoïdaux, l’outil effectuant des mouvements rotatifs dans une direction axiale fixe pour percer le trou dans la pièce. On voit souvent des forets hélicoïdaux à 2 flûtes, 3 flûtes et 4 flûtes. La tête de coupe des broyeurs est généralement constituée de carbure de tungstène et de HSS.
Robinet à vis
Le taraud est l'outil d'usinage qui fabrique le filetage interne après le perçage d'un trou. En fonction de leurs formes, les tarauds sont divisés en type de flûte droite et type de flûte filetée. Le type de flûte droite est facile à fabriquer et avec moins de précision. Il est utilisé sur les tours universels, les perceuses et les taraudeuses. Le type à cannelure filetée est utilisé pour l’usinage de trous borgnes. Maintenant, il existe de nombreux tarauds revêtus, leur durée de vie est plus longue et leurs propriétés de coupe meilleures que celles sans revêtement.

4. percer des trous
Les forets centraux, les outils utilisés pour prépositionner avec précision l'emplacement du trou puis guider les forets hélicoïdaux pour effectuer l'usinage du trou.
