
 Der Zylinderkopf ist eine der Schlüsselkomponenten eines Motors. Er hat eine Deckfläche als Oberseite, eine Unterseite, die mit der Oberseite des Zylinderkörpers zusammenpasst, eine Auspuffverbindungsfläche an zwei Seiten, eine vordere Abdeckung an der Vorderseite und ein Getriebe an der Vorderseite jeweils hinten. Alle sechs Oberflächen sind zusammenpassende Oberflächen, die genaue Abmessungen, Rechtwinkligkeit zueinander, gute Ebenheit und geringere Oberflächenrauheit erfordern.
Der Zylinderkopf ist eine der Schlüsselkomponenten eines Motors. Er hat eine Deckfläche als Oberseite, eine Unterseite, die mit der Oberseite des Zylinderkörpers zusammenpasst, eine Auspuffverbindungsfläche an zwei Seiten, eine vordere Abdeckung an der Vorderseite und ein Getriebe an der Vorderseite jeweils hinten. Alle sechs Oberflächen sind zusammenpassende Oberflächen, die genaue Abmessungen, Rechtwinkligkeit zueinander, gute Ebenheit und geringere Oberflächenrauheit erfordern.
Die rasante Entwicklung der Schneidetechnologie sorgt für hohe Geschwindigkeit und Effizienz. Um eine hocheffiziente und schnelle Bearbeitung des Zylinderkopfs zu erreichen, sind wissenschaftliche, fortschrittliche und kostengünstige Bearbeitungstechnologien und Hochleistungsmaschinen sowie professionelle Schneidwerkzeuge erforderlich.
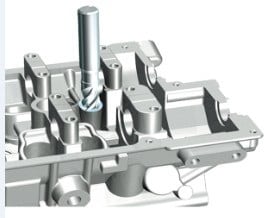
Zylinderflächenfräsen und Nabenbearbeitung

AMA01 、 Hochgeschwindigkeitsfräser der AMP01-Serie. Der Messerkörper besteht aus hochfestem Aluminium mit spezieller Behandlung, geringem Gewicht, einer Schnittgeschwindigkeit von bis zu 5000 m / min, einer guten dynamischen Auswuchtleistung und hoher Präzision
Multifunktionales Fräsen
Fräser der AL-Serie mit Formschneide und großem Spiralwinkel verhindern effektiv das Auftreten von Ansammlungen. Durch die schlagfeste Ausführung an den gesamten Kanten kann eine hohe Oberflächenqualität erzielt werden.
Halbkreislochung
BMR04 Serie  Kugelkopffräser zum Schlichten, mit hervorragender Schneidleistung und hohem Vorschub zum Profilieren, eignen sich zum Vorschlichten und Schlichten.
Kugelkopffräser zum Schlichten, mit hervorragender Schneidleistung und hohem Vorschub zum Profilieren, eignen sich zum Vorschlichten und Schlichten.
STepped-Hole-Bearbeitung
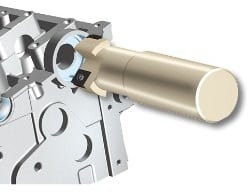
Spezialwerkzeuge, mit abgestuften Kanten, Schraubklemmung, einfacher Wendeschneidplatte, nur ein Werkzeug kann das gesamte Profil mit hoher Effizienz bearbeiten.
Bearbeitung von Zündkerzen

Bohren: Die speziellen Bohrer für Zündkerzen, nur ein Durchgang zum Bohren und Anfasen mit hohem Wirkungsgrad.
Gewindebohren: Optimiertes Design von brandneuen Gewindebohrern für hochpräzise Gewindebearbeitung.
Führen Sie die Lochherstellung durch
Lösung 1:
Bohren vor dem Reiben
Bohren: Mit seiner hervorragenden Fähigkeit zur Selbstzentrierung kann der Geradbohrer Aluminiummaterial bearbeiten und relativ hohe Positionierungen, Geradheit und Oberflächengüte erzielen.
Reiben: ist für die Herstellung von Führungslöchern vorgesehen, mit doppelten Spantaschen, glatter Spanabfuhr, Kühlmittelzufuhr mit ausreichender Kühlung, kann hohe Rundlaufgenauigkeit mit hoher Präzision erreichen.

Lösung 2:
Maßgeschneiderte und nicht standardmäßige Schneidwerkzeuge mit Führungsbohrung und Sitzring in einem Arbeitsgang erzielen eine hohe Positionierungskonsistenz und sparen Durchgänge.
Hohlraumbearbeitung

Seiten- und Planfräser , Schraubenspannsystem sorgt für hohe Präzision und hervorragende Oberflächenqualität, Doppelzahnstruktur garantiert hohe Wirtschaftlichkeit.