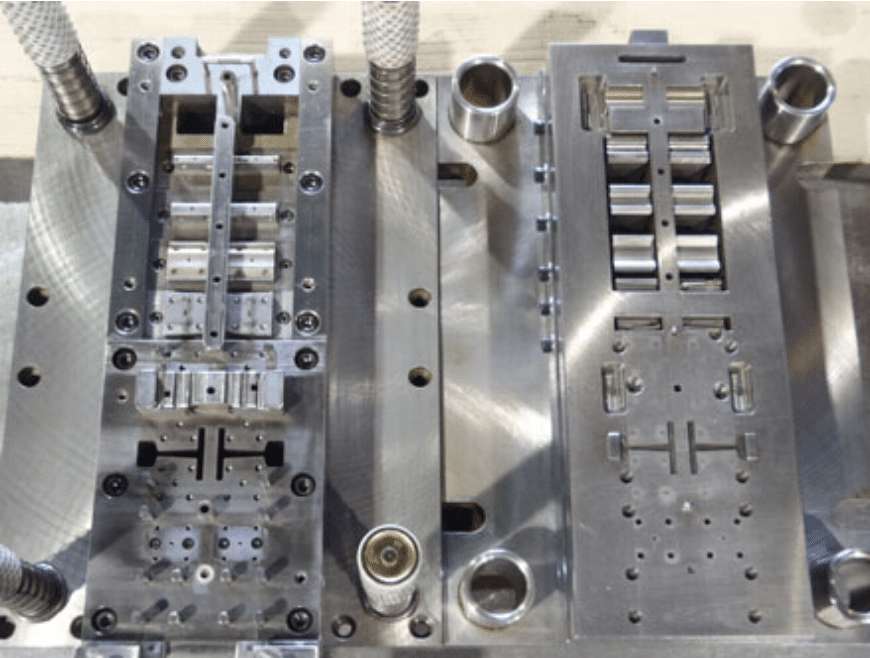
प्रोग्रेसिव डाई कई स्टेशनों से बना है। प्रत्येक स्टेशन विभिन्न प्रक्रियाओं को पूरा करने के क्रम में जुड़ा हुआ है। विभिन्न स्टैम्पिंग प्रक्रियाओं की एक श्रृंखला को प्रेस के एक झटके में पूरा किया जाता है। OOOviewviewProgressive die (इसे निरंतर डाई भी कहा जाता है) कई स्टेशनों से बना होता है। प्रत्येक स्टेशन विभिन्न प्रक्रियाओं को पूरा करने के क्रम में जुड़ा हुआ है। प्रेस के एक झटके में विभिन्न मुद्रांकन प्रक्रियाओं की एक श्रृंखला की जाती है। एक स्ट्रोक पूरा होने के बाद, सामग्री को एक निश्चित चरण पर पंच फीडर द्वारा आगे बढ़ाया जाता है, ताकि एक जोड़ी पर कई प्रक्रियाओं को पूरा किया जा सके, जैसे कि पंचिंग, ब्लैंकिंग, झुकने, ट्रिमिंग और गहरी ड्राइंग। और बहुत कुछ ।2। सुविधाएँ multi 1 gress प्रगतिशील मरना एक बहु-कार्य अनुक्रम मरना है, नए नए साँचे की एक जोड़ी में, उच्च उत्पादकता के साथ छिद्रण, झुकने और खिंचाव और अन्य मल्टी-चैनल प्रक्रियाएं शामिल हो सकती हैं;) 2 gress प्रगतिशील डाई ऑपरेशन सुरक्षा;) 3) आसान स्वचालित करने के लिए;) 4 ate उच्च गति पंच उत्पादन का उपयोग कर सकता है;) 5 punch पंच, साइट क्षेत्र को कम कर सकता है, अर्द्ध-तैयार उत्पादों और गोदाम अधिभोग के परिवहन को कम कर सकता है;) 6 high अत्यंत उच्च आयाम वाले भाग उपयुक्त नहीं हैं। प्रगतिशील मरो का उत्पादन ।3। अनुरोध (1 is भाग छोटा है;) 2; बड़ी मात्रा;) 3 0.0 सामग्री पतली है (0.08 ~ 2.5 मिमी);) 4 is सामग्री नरम है;) 5 is आकार अधिक जटिल है; (6 ( कीमती धातु उपयुक्त नहीं है (कम उपयोग दर);) 7 too सटीकता बहुत अधिक है (नीचे IT10 स्तर) ।4। अलग-अलग मॉडलगैरेंजिंग मॉडल के अंतर: जिसे "सिंगल प्रोसेस मॉडल" भी कहा जाता है, यह एक ऐसे मोल्ड को संदर्भित करता है जो केवल एक ही प्रक्रिया को मुद्रांकन के एक ही झटके में पूरा कर सकता है। इस परियोजना के समाप्त होने के बाद, मोल्ड से उत्पाद को मैन्युअल रूप से या रोबोट के साथ हटाना आवश्यक है, और फिर उत्पादन को जारी रखने के लिए इसे अगले मोल्ड में डालें, जब तक कि मोल्ड की अंतिम प्रक्रिया समाप्त न हो जाए और पूरा उत्पाद पूरा न हो जाए। इस तरह का ढालना मरम्मत के लिए सरल है, लेकिन उत्पादन करने के लिए समय और श्रम लगता है, अधिक श्रम और समय की आवश्यकता होती है, और उच्च स्क्रैप दर होती है। कंपाउंड मोल्ड: कॉमन कंपाउंड मोल्ड स्ट्रक्चर में कंपाउंड कटिंग, कंपाउंड ड्राइंग आदि होते हैं। इस तरह की मोल्ड संरचना अन्य इंजीनियरिंग मोल्ड संरचनाओं से थोड़ी अलग होती है। पंच (जिसे पुरुष मोल्ड या पंच के रूप में भी जाना जाता है) को निचले मोल्ड में डिज़ाइन किया गया है, और अन्य कई मोल्ड प्लेट कम क्लैंप प्लेट (फिक्स्ड पंच पंच), लोअर स्टॉप प्लेट और लोअर स्ट्रिपर प्लेट (रिलीज के बाहर) हैं। ऊपरी मोल्ड क्रमिक रूप से यह एक महिला मोल्ड (या चाकू-धार), एक आंतरिक रिलीज प्लेट और एक ऊपरी बैकिंग प्लेट से बना होता है, और आंतरिक आस्तीन एक समोच्च आस्तीन के साथ ऊपरी बैकिंग प्लेट पर लटका दिया जाता है, और फिर एक सी के साथ धकेल दिया जाता है लीवर या एक वसंत। उदाहरण के लिए, रिक्त करने के लिए उपयोग किए जाने वाले मिश्रित मोल्ड को मास्टर मोल्ड के 0.50 मिमी के भीतर हटाया जा सकता है। यह मास्टर मोल्ड से कम नहीं होना चाहिए, अन्यथा माँ मोल्ड किनारे आसानी से ढह सकती है या हटाया नहीं जा सकता है। मास्टर मोल्ड से उत्पाद को बाहर निकालने के लिए आंतरिक रिलीज की ताकत काफी बड़ी होनी चाहिए। निरंतर मरना: "प्रगतिशील मरना" के रूप में भी जाना जाता है, उस मर को संदर्भित करता है जो मुद्रांकन प्रक्रिया में एक ही समय में दो या अधिक छिद्रण संचालन को पूरा करता है। यह मरना मुश्किल है और अनुभव की आवश्यकता है। फिटर स्वामी की एक संपत्ति संचालित होती है, लेकिन वे उत्पादन करने के लिए बहुत कुशल हैं। यदि वे तेज़ हैं, तो वे एक घंटे में हजारों उत्पादों का उत्पादन कर सकते हैं, श्रम और समय बचा सकते हैं, और स्क्रैप स्क्रैप की दर कम हो सकती है। 5। डिजाइन के अंक। मोल्ड के मुख्य भागों के डिजाइन को निम्नलिखित बिंदुओं पर ध्यान देना चाहिए: (1) पंच डिजाइन। पंच मर का फिक्सिंग प्रगतिशील मर का सामान्य रूप है। पंच और पंच फिक्सिंग प्लेट के बीच निकासी 0.06 मिमी है। सभी पंचों को पंच प्रेस प्लेट द्वारा पंच फिक्सिंग प्लेट पर दबाया जाता है। पंच प्रेस प्लेट का डिज़ाइन पंच डाई की ताकत बढ़ाने के लिए पंच के नीचे से बाहर निकलता है, और पंच मरने की घटना को आधार दर पर टाला जाता है। यह सुनिश्चित करने के लिए कि पंच में अच्छी कठोरता है, पंच की लंबाई 60 मिमी (व्यक्तिगत परिपत्र पंच की लंबाई 52 मिमी होने के लिए डिज़ाइन की गई है) के लिए डिज़ाइन की गई है। (2) अवतल मोल्ड के निर्माण को सुविधाजनक बनाने के लिए डाई डिजाइनइन आदेश अवतल ढालना एक मोज़ेक संरचना को गोद लेता है, और सभी अवतल सांचे और अवतल ढालना निश्चित और 0005 मिमी निकासी का उपयोग करते हैं। अक्षीय रूप से तय प्रेशर प्लेट या गाइड प्लेट का एक ही सेट के साथ उपयोग किया जाता है। यह न केवल मरने को हटाने की सुविधा प्रदान करता है, एक्स एल एल मोल्ड छिद्रण को रोक सकता है जब डाई डालने को डाई तय पुल घटना से बाहर लाया जाता है। क्योंकि स्टैंपिंग शीट नरम है। मोल्ड से निकाले गए स्क्रैप में एक छोटा रिबाउंड हो सकता है, और डाई की मुख्य विफलता मोड प्लगिंग है। डाई एज को सामग्री की तिरछी संरचना के साथ 2 मिमी सीधी दीवार के रूप में बनाया गया है। (3) संरचना का निर्वहन सामग्री। यह सुनिश्चित करने के लिए कि स्ट्रिपर प्लेट छिद्रण पंच के सटीक मार्गदर्शक में एक भूमिका निभाती है, दोनों के बीच मिलान अंतर 0000 ग्राम है; स्ट्रिपर प्लेट के प्रसंस्करण की डिग्री में सुधार और विरूपण को रोकने के लिए। स्ट्रिपर प्लेट को दो भागों में विभाजित किया गया है; मोल्ड की निचली डाई को बुर्ज एज इंसर्ट और एम्बॉसिंग मोल्ड इंसर्ट के साथ डिज़ाइन किया गया है, जिसकी ऊंचाई मरने के ऊपरी तल से अधिक है; स्ट्रिपर प्लेट को एक स्ट्रिप नाली के साथ डिज़ाइन किया गया है, ताकि यह सुनिश्चित हो सके कि क्रॉस-सेक्शन मोल्ड भागों को नुकसान न पहुंचाए। प्रगतिशील मरने के लिए हमारे ईडीएम टंगस्टन कार्बाइड प्लेट देखें
स्रोत: मेयौ कार्बाइड