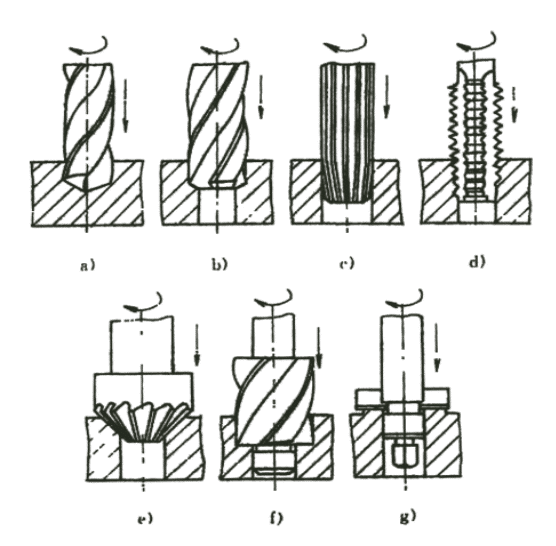
ボール盤は内部の穴を加工するための工作機械です。固体材料に穴を開けるのに使用されます。それはレバー、カバー、箱およびフレームのような部品の単一の穴のような複雑な形そして対称的な回転軸なしで工作物を機械で造るために主に使用されます。穴システム穴あけ加工は荒加工です。・穴あけ加工の特性(1)ドリルビットを半閉状態で切削すると切削量が多く、切りくずの除去が困難です(2)摩擦が激しい(3)切削速度が速く、切削温度が高いためにビットの摩耗が激しい(4)締め付けが厳しく、必要な切削力が大きく、穴の冷間加工が容易(5)ドリルビットは薄く張り出しており、加工中に曲がりやすく振動しやすいです。 (6)穴あけ精度が低く、寸法精度がIT13〜IT10、表面粗さRaが12.5〜6.3μm・切削加工範囲穴加工は多種多様です。図に示すように、穴あけ機にさまざまな工具を使用して、穴あけセンター穴、穴あけ、リーマ加工、リーマ加工、タップ加工、ボーリング加工およびボーリング加工を行うことができます。ボール盤の穴あけ精度は低いですが、高精度の穴(IT6〜IT8、表面粗さは1.6〜0.4μm)も穴あけ、穴あけ、穴あけ加工で加工できます。固定装置は位置の条件の穴システムを機械で造るのに使用することができます。ドリルプレスで機械加工するとき、工作物は固定され、工具は回転しながら軸方向に移動します(送り動作)。ドリリングマシンドリリングマシンの主な種類機械は次のとおりです。卓上ボール盤、垂直ボール盤、ラジアルボール盤、フライス盤、およびセンターホールボール盤。ドリルプレスの主なパラメータは、一般的に最大穴径です。垂直ボール盤はボール盤で広く使われているものです。スピンドル軸が垂直に配置され、位置が固定されていることを特徴とする。加工穴の中心線が工具の回転中心線と一致するようにワークの位置を調整する必要があります。主動作は送り動作のために軸方向に移動しながら工具を回転させることによって達成される。従って、立形ボール盤は操作が不便で生産性が高くない。ワンピース小ロット生産の中小部品加工に最適・立形ボール盤の伝動原理。主な動作:シングルスピードモーターはギアステッピング変速機構によって駆動されます。主軸の回転方向は、モータの正逆回転によって変わります。フィード移動:スピンドルは、スピンドルハウジング内のスピンドルスリーブと直線的に移動します。スピンドルの軸方向の移動量は、スピンドルの1回転当たりのスピンドルの軸方向の移動量によって表される。第二に、ベンチドリル。卓上ボール盤は卓上ドリルと呼ばれます。それは本質的に小さな穴を加工するための垂直ボール盤です。構造はシンプルでコンパクト、柔軟で便利、そして小さな部品の小さな穴の加工に適しています。ボアホールの直径は一般に15mm以下です。第3の、放射状鋭い機械大きい容積および固まりの工作物のために、それは縦の鋭い機械で処理することは非常に不便です。この時点で、ラジアルボール盤を加工に使用できます。主軸台は、ロッカーアームのガイドレールに沿って横方向に調整できます。ロッカーアームは、コラムの円筒面に沿って調整することができ、コラムの周りを回転させることができる。加工中、ワークは固定され、正確な位置を維持するために、中心が加工される穴の中心と一直線に並ぶように素早く固定されるようにスピンドルの位置が調整されます。ラジアルボール盤は、中小サイズの部品を加工するための中小ロット生産で広く使用されています。穴や穴を任意の方向と位置に加工する場合は、ユニバーサルラジアルボール盤を使用できます。機械主軸は、空間内の特定の軸を中心に回転できます。機械の上部には、任意の位置に吊り下げることができる吊り上げリングもあります。そのため、大小中型のワークを単発・小ロット生産に適しています。ドリリングツールツイストドリル(1)ツイストドリルの構造1。ツイストドリルは、作業部、ネック部、ハンドル部の3つの部分で構成されています(1)作業部:ツイストドリルの作業部には2本のらせん溝があり、その形状はねじれの形状に非常に似ています。それはドリルビットの主要部分であり、切削部とガイド部から成ります(2)ハンドル:ハンドルは工作機械と接続してトルクと軸方向を伝達するのに使用されるドリルビットのクランプ部です。掘削中に力。ツイストドリルのハンドルには、2種類のテーパーシャンクとストレートシャンクがあります。ストレートシャンクは、主に直径12 mm未満の小さなツイストドリルに使用されます。テーパーシャンクは大径のツイストドリルに使用され、直接スピンドルテーパー穴に挿入するか、テーパースリーブを通してスピンドルテーパー穴に挿入することができます。テーパーシャンクのフラットテールはトルクを伝達するために使用され、ドリルビットを簡単に取り外すために使用されます。(3)ネック:ツイストドリルのネック溝はドリルビットのハンドルを研削する際の砥石車のオーバーランニング溝です。 。溝の底には通常、ドリルビットの仕様と工場マークが刻印されています。ストレートシャンクドリルにはネックがありません。切削部品の構成切削部品は切削作業を担当し、2つの前面、主後面、後部背面、主切刃、小切刃およびチゼルエッジで構成されています。チゼルエッジは2本の幹線が交差することによって形成されるエッジで、背面はドリルビットの2本のベルトです。これらは、作業時にワーク穴の壁(つまり加工面)の反対側にあります。切削部をワークに切り込む際の案内作用であり、切削部の研削部でもある。案内部分と穴の壁との間の摩擦を減少させるために、外径(すなわち、2つのランド上)は、(0.03〜0.12)/ 100の逆円錐で研削される。また、ドリルビットの剛性を向上させるために、作業部の2枚の刃の間のコアの直径を軸方向に(1.4〜1.8)/ 100の正のテーパーとする。 (1)すくい面:すくい面は螺旋溝の表面であり、これは表面を通るチップの流れであり、これはチップおよびチップとして作用する。切りくず除去を円滑にするために研磨する必要があります(2)主逃げ面:逃げ面の主面は機械加工面の反対側にあり、ドリルの先端にあります。形状は鮮明化方法によって決定される。 (3)副逃げ面:副逃げ面は、ドリルの機械加工面とは反対側の外側円筒面上の狭い面です(副面は手動で研がれています)。 4)主切刃:主切刃はすくい面(スパイラル溝面)と主逃げ面の交点です。標準ツイストドリルの主ねじりエッジはまっすぐ(またはほぼまっすぐ)です。(5)副切れ刃:副切れ刃はすくい面(スパイラル溝の表面)と副逃げ面(狭い)の交点です。 (6)横刃:チゼルエッジとは、2つの主フランク面の交点のことで、これはドリルチップの最先端に位置し、ドリルチップとも呼ばれます。ドリル1をひねります。座標面(1)切削面Ps:このときの切削速度方向を含み、このときの刃先で切削される面に接する平面である。ドリルビットの主切れ刃上の選択された点は、この点を通り、その点での切削速度に垂直な平面です。ベース面は常にビット軸を通過し、切削速度方向の平面に垂直である。ドリルビットの幾何学的角度(1)らせん角:ドリルビットのらせん溝の表面と外側シリンダーの表面との間の交差線はらせん線であり、そのらせん線との軸との間の角度ドリルビットはドリルビットのねじれ角と呼ばれ、βとして記録される。 (教科書参照)(2)刃先角と端面傾斜主切れ刃が軸線を通らないため、刃先傾斜角が形成されます。主に各点の底面が切断面と異なるため、刃先上の各点ではブレードの傾斜角度も異なります。概念の説明を容易にするために、フェースブレードの傾斜の概念を紹介します•フェースすくい角:選択された点の主切れ刃上の端面の角度は、その点の底面と底面の間の角度です。端面図および主切れ刃で測定。選択した点が異なると、端面の傾斜角度も異なり、コアの近くで外縁の最大値(絶対値が最小)が小さくなります(絶対値が大きくなります)。 )角度およびリード角:ドリルビットの頂角は、2つの主切れ刃と平行な平面内で測定された、平面内の2つの主切れ刃の投影間の角度である。 2φとして記録され、標準のツイストドリル2φ= 118°リード角は、主切れ刃の投影とベース面で測定された送り方向との間の角度で、κrxで表されます。主切れ刃上の点の底面が異なるため、それぞれの点での主オフ角も異なります(4)正面角:主切れ刃上の選択した点のすくい角は直角に測定されます。参考資料(5)後退角:主刃先の選択逃げ角は、ビット軸を軸とし、その点で円柱面を通る接線内で測定されます。第三に、他のドリルビット(1)超硬ツイストドリル硬くて脆い材料を加工するとき、超硬ドリルの使用は大幅に切削効率を向上させることができます。以下の超合金ツイストドリルはモノリシック構造となっており、ストレートシャンク超硬ハードツイストドリルとすることができ、テーパーシャンク超硬ハードツイストドリルとして使用することができます。コアは、より大きい直径、より小さいらせん角、およびより短い作業部分を有する。カッター本体は9SiCr合金鋼製で、50〜52HRCまで硬化しています。これらの対策は、ドリルビットの剛性および強度を向上させて、ドリル加工中の振動によって引き起こされるチッピングを低減するように設計されている。深い穴をあけるとき、それは破片の破断と除去、冷却と潤滑、そして案内の問題を解決する必要があります。最初に、ガンドリルはもともと銃身の穴のために使われたので、それはガン穴と呼ばれましたドリル。それは頻繁に小径の深い穴の機械加工を機械で造るのに使用されています。1、構造および働き主義The gun drillは切削部品とドリルパイプから成ります。切削部は高速度鋼または超硬合金製で、切りくずをフルートにします。ドリルパイプはシームレス鋼管製で、チップフルートはドリルビットの近くで転がされ、ドリルパイプの直径はドリルビットの直径より0.5〜1 mm小さくなります。それらは溶接によって一緒に接合され、チップフルートは溶接中に整列されます。動作原理:ワークは穴をあけている間回転し、ドリルビットは送ります。切削液は、ドリルパイプの内孔および切削部の油入口孔から切削領域に高圧で注入されて冷却および潤滑され、切り屑が切り屑フルートから洗い流される。切りくずはドリルビットの外側から排出されるので、外部切りくずと呼ばれます2。特性(1)切削液が別々に出入りするため、切削液は高圧下でも乱されずに切削ゾーンに到達します。 (2)刃先が内側と外側の刃先に分割されており、刃先が偏心eを持っているので、切削中にチッピング作用を実行することができます。切りくずを打ち抜くのに切削液が便利であるので切りくず排出が容易である;(3)穴あけ後に直径2hのコアコラムが残るので、これはドリルビットの支持面を確実にすることができる。ドリルビットが信頼できるガイドを持ち、深い穴のドリルを導く問題を解決するように常に穴の壁と密接に接触しています。動作中、高圧切削液は、ドリルパイプと孔壁との間の間隙から切削領域に送られて、冷却および潤滑を提供する。同時に、チップはドリルビットの内側チップ穴とドリルパイプの内側穴から洗い流されます。この深穴ドリルは、3つの歯が異なる円周上に配置されているので、チップを促進するためのチップとして機能します。避難また、切り屑を排出する際に、削り屑が機械加工面と擦れ合うことがないため、外屑よりも生産効率および加工品質が高い。この構造にはチゼルエッジがないため、軸力が低下します。アンバランスな円周方向の力と半径方向の力は円周上のガイドブロックによって受け取られ、深穴ドリルはより優れたガイド特性を持ちます(3)スプレードリル吸引ドリルは3つの部分から成ります:ドリルビット、インナーチューブとアウターチューブ冷却と潤滑のために、2/3の切削液が内管と外管の間の隙間を通して切削ゾーンに供給されます。残りの1/3の切削液は、内管の壁にある三日月形の溝の狭いスリットを通して管にスプレーされるので、内管の前端と後端の間の圧力差が「吸引力」を生み出します。切削液や切りくずの排出を促進します。
ソース:Meeyou Carbide