O método de fresagem por imersão, também conhecido como método de fresagem no eixo Z, é um dos métodos de processamento mais eficazes para obter cortes de metal com alta taxa de corte. Para usinagem de superfície, usinagem de canais e ferramentas com grandes travas de ferramentas, a eficiência de processamento do método de fresamento em mergulho é muito mais alta do que a do método de fresamento convencional. De fato, quando é necessário remover rapidamente um grande número de materiais metálicos, o uso do método de fresamento em mergulho pode reduzir o tempo de processamento em mais da metade.
bordas de fresagem em mergulho
1. pode reduzir a deformação da peça de trabalho;
2. pode reduzir a força de corte radial que atua na fresadora, o que significa que o eixo desgastado da troca ainda pode ser usado para a usinagem de fresamento sem afetar a qualidade de usinagem da peça de trabalho.
3. A ferramenta tem uma grande saliência, o que é muito benéfico para a fresagem da ranhura ou superfície da peça de trabalho;
4. pode conseguir grooving de materiais de liga de alta temperatura (como Inconel). O método de fresagem por imersão é ideal para desbaste de cavidades de moldes e é recomendado para usinagem eficiente de componentes aeroespaciais. Uma das aplicações especiais é a usinagem de pás de turbinas em uma fresadora de três ou quatro eixos, o que geralmente é feito em uma máquina dedicada.
Ambiente de Aplicação
Facas de fresagem de mergulho especializadas são usadas principalmente para desbaste ou semi-acabamento. Eles podem ser cortados no recesso da peça de trabalho ou cortados ao longo da borda da peça de trabalho, ou geometrias complexas fresadas, incluindo perfuração de raiz. Para garantir uma temperatura de corte constante, todas as facas de fresagem com haste interna são resfriadas internamente. O corpo e as pastilhas da fresa de imersão são projetados para cortar a peça de trabalho em um ângulo ideal. Normalmente, a fresa de mergulho tem um ângulo de corte de 87 ° ou 90 ° e uma faixa de avanço de 0,08 a 0,25 mm / dente. O número de insertos em cada faca de fresagem depende do diâmetro da fresa
Aplicações
As peças profundas do sulco são um gargalo no fresamento. Devido à sobreposição da ferramenta durante a usinagem, a força de corte radial é aumentada, e a vibração é facilmente gerada durante o processamento, o que afeta seriamente a qualidade da rugosidade da superfície e a eficiência da produção é extremamente baixa. O método de fresagem por imersão pode resolver bem esses problemas, porque a força de pulso da ferramenta de fresamento em mergulho é pequena, e a maior quantidade de corte pode ser selecionada, o que melhora bastante a eficiência da produção.
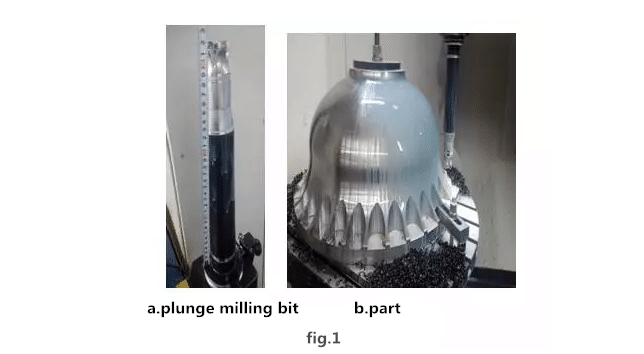
Tomando a tampa (ver Fig. 1) como exemplo, no processamento de sulco profundo, a pesquisa experimental no processo de fresamento em mergulho é realizada e, com base nisso, a qualidade da rugosidade da superfície do processo de fresamento em mergulho e da usinagem comum são comparados e processados. A comparação dos chips comprovou plenamente a superioridade e a eficiência de processamento do fresamento em mergulho.
1. Análise do processamento de peças difíceis
Cap é um componente chave de um produto. Tem requisitos rigorosos de precisão de usinagem e rugosidade superficial. A peça de trabalho tem um diâmetro de 838 mm e uma superfície lateral de 325 mm. É vibrado cortando com um cortador de alongamento de 0.5mm cada tempo. A superfície da peça deixa de tremer, o que afeta seriamente a aparência da superfície da peça (ver Figura 2). Eu tentei perfurar o buraco pelas costas e passar a barra de mandrilar pelo buraco. O efeito não é bom e a eficiência de processamento é extremamente baixa. Um dia é processado e a intensidade de trabalho dos trabalhadores é alta.

Aplicação de moagem 2.plunge e efeito
A fresagem por imersão é usada principalmente para desbaste ou semi-acabamento. Pode cortar o recesso da peça de trabalho ou cortar ao longo da borda da peça de trabalho ou pode fresar geometrias complexas. Para garantir uma temperatura de corte constante, todas as facas de fresagem com haste interna são resfriadas internamente. O corpo e as pastilhas da fresa de imersão são projetados para cortar a peça de trabalho em um ângulo ideal. Normalmente, a fresa de mergulho tem um ângulo de corte de 87 ° ou 90 ° e uma faixa de avanço de 0,08 a 0,25 mm / dente.
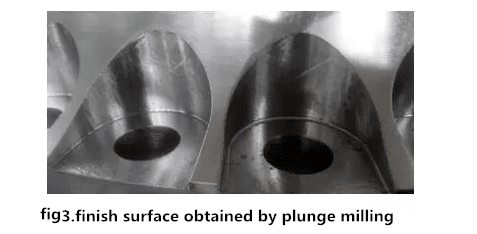
No caso da fresagem em mergulho, a primeira é a taxa de remoção de metal necessária para a peça, o método de fresagem em mergulho pode reduzir consideravelmente o tempo de processamento; o outro é adequado para o método de fresamento de mergulho quando a peça de usinagem requer um grande comprimento axial da ferramenta. O processo de moagem em mergulho na Fig. 3 é comparado com o processo de moagem lateral na Fig. 2, e um bom efeito de aparência é obtido, e o tempo de processamento também é aumentado para 3 horas.
3. A incorporação da eficiência de processamento
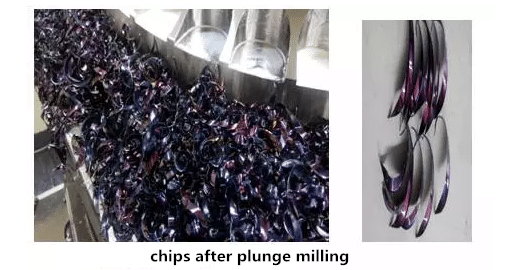
Devido ao uso do método de fresagem em mergulho, a força de corte radial pode ser efetivamente reduzida, de modo que tenha maior estabilidade de processamento do que o método de fresamento lateral. O processo de fresagem em mergulho também ajuda a reduzir o calor de corte na ferramenta e na peça de entrada, pois a velocidade de corte e corte da peça é muito rápida quando a ferramenta é girada e apenas uma pequena parte da peça de trabalho é movimentada. O passo está em contato com a ferramenta. O calor de corte reduzido não apenas prolonga a vida útil da ferramenta, mas também minimiza a distorção da peça de trabalho. Como pode ser visto na Fig. 4, uma barra de ferramentas tão longa pode fresar as aparas mostradas na Fig. 4, e pode ser visto que a eficiência de processamento é de facto elevada, o que é impossível de conseguir com outras estratégias de processamento.
Ao adotar a estratégia de processamento de mergulho nas peças, o tremor na superfície das peças desaparece, o que não apenas melhora a qualidade da aparência superficial, mas também evita o fenômeno de lascamento da lâmina, o custo de consumo da ferramenta é reduzido em 60% e a eficiência de processamento também é melhorada em 8 vezes. As peças processadas pelo método de fresamento em mergulho são dimensionalmente estáveis e alcançam um resultado de processamento ideal, o que não apenas economiza o custo da ferramenta para a empresa, mas também reduz bastante o ciclo de entrega.