
Z軸フライス加工法としても知られているプランジフライス加工法は、高い切削速度の金属切削を達成するための最も効果的な加工方法の1つです。平面加工、溝入れ、および大きな工具のハングによるツーリングでは、プランジミリング方法の加工効率は、従来のフェースミーリング方法の加工効率よりはるかに高くなります。実際、大量の金属材料を迅速に除去する必要がある場合、プランジミリング法を使用すると処理時間を半分以上短縮することができます。
プランジミリングの端
1.工作物の変形を減らすことができます;
フライス盤に作用する半径方向切削力を減少させることができ、それは、加工物の加工品質に影響を与えることなく、シフトの摩耗したシャフトをフライス加工に依然として使用することができることを意味する。
3.工具に大きなオーバーハングがあり、ワークピースの溝や表面のフライス加工に非常に有効です。
(インコネルなどの)高温合金材料の溝入れを達成することができる。プランジミリング法は金型キャビティの荒加工に最適で、航空宇宙部品の効率的な加工に推奨されます。特殊な用途の1つは、3軸または4軸フライス盤でタービンブレードを加工することです。これは通常専用機で行われます。
アプリケーション環境
特殊プランジミーリングナイフは、主に荒削りや半仕上げに使用されます。それらは工作物のくぼみに切り込まれるか、工作物の縁に沿って切断されるか、またはルートボーリングを含む複雑な幾何学的形状にフライス加工されることができる。一定の切断温度を確保するために、内部シャンク付きのすべてのプランジミリングナイフは内部冷却されています。プランジフライスの本体とインサートは、最適な角度でワークに切り込むように設計されています。典型的には、プランジフライスは87°または90°の刃先角および0.08から0.25mm /歯の送り速度範囲を有する。各プランジミリングナイフのインサート数はミーリングカッターの直径によって異なります
アプリケーション
深溝部品はフライス加工のボトルネックです。機械加工中の工具のオーバーハングのために、半径方向切削力が増大し、加工中に振動が発生しやすく、これは表面粗さ品質に重大な影響を及ぼし、生産効率は非常に低い。プランジミリングツールのパルス力が小さく、より大きな切削量を選択することができるため、プランジミリング方法はこれらの問題をうまく解決することができ、それは生産効率を大幅に改善する。
キャップ(図1参照)を例にして、深溝加工では、プランジミーリング加工の実験研究を行い、これをもとにプランジミリング加工の表面粗さ品質と通常の機械加工比較および処理されます。チップの比較は、プランジフライス加工の優位性と加工効率を完全に証明しています。
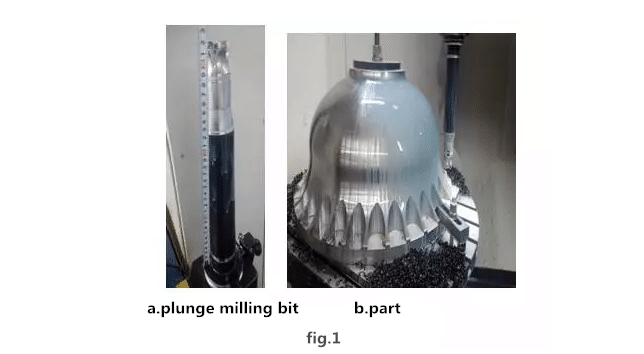
1.難しい部品加工の分析
キャップは製品の重要な構成要素です。それは機械加工の正確さと表面の粗さに厳しい要求があります。工作物は838mmの直径および325mmの側面を有する。毎回0.5mmのロングカッターで切って振動させます。部品の表面には震えが残るため、部品の表面の外観に大きな影響を与えます(図2を参照)。私は後ろから穴を開け、穴にボーリングバーを通そうとしました。効果が良くなく、加工効率が極端に低い。ある日処理され、労働者の労働集約度は高いです。

2.プランジフライスアプリケーションと効果
プランジミーリングは、主に荒削りまたは半仕上げに使用されます。それは工作物のくぼみに切り込むか、工作物の縁に沿って切り込むことができ、あるいは複雑な形状をフライス加工することができる。一定の切断温度を確保するために、内部シャンク付きのすべてのプランジミリングナイフは内部冷却されています。プランジフライスの本体とインサートは、最適な角度でワークに切り込むように設計されています。典型的には、プランジフライスは87°または90°の刃先角および0.08から0.25mm /歯の送り速度範囲を有する。
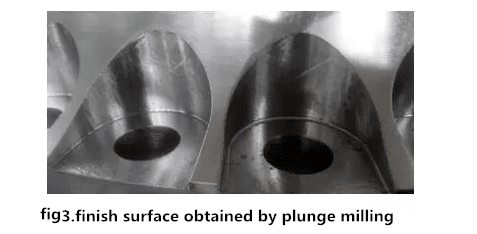
プランジフライス加工の場合、最初の部分は部品に必要な金属除去速度です、プランジフライス加工方法は処理時間を大幅に短縮することができます。機械加工部品が工具の大きな軸方向長さを必要とする場合、もう1つはプランジミリング方法に適しています。図3のプランジミリング工程と図2のサイドミリング工程とを比較すると、良好な外観効果が得られ、加工時間も3時間と長くなっている。
処理効率の実施形態
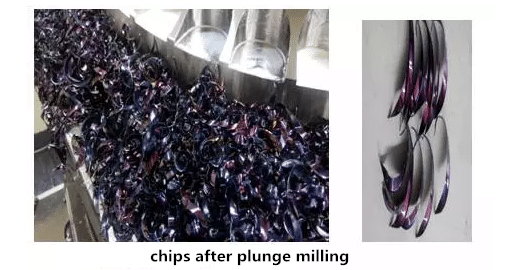
プランジミーリング方式を採用しているため、ラジアル切削力を効果的に低減でき、サイドミリング方式よりも加工安定性が向上します。工具を回転させたときに加工物を切断して切断する速度は非常に速く、移動中の加工物のごく一部のみであるため、プランジミリングプロセスはまた入ってくる工具および加工物における切断熱を低減するのにも役立つ。ステップはツールと接触しています。切削熱の低減は工具寿命を延ばすだけでなく、ワークの歪みを最小限に抑えます。図4から分かるように、そのような長いツールバーは図4に示すチップを削り取ることができ、処理効率は確かに高く、他の処理方法では達成することが不可能であることが分かる。
部品にプランジフライス加工の加工戦略を採用することにより、部品の表面の震えがなくなり、表面の外観品質が向上するだけでなく、ブレードのチッピング現象も回避され、工具消費コストが60%削減されます。処理効率も8倍向上しています。プランジミリング法で加工された部品は寸法安定性があり、理想的な加工結果を達成します。これは企業にとって工具コストを節約するだけでなく、納期も大幅に短縮します。