Le procédé de fraisage en plongée, également connu sous le nom de procédé de fraisage à axe Z, est l’un des procédés de traitement les plus efficaces pour obtenir une coupe du métal à vitesse de coupe élevée. Pour l’usinage de surface, le rainurage et l’outillage avec de grandes suspensions d’outils, l’efficacité de traitement du procédé de fraisage en plongée est bien supérieure à celle du procédé de surfaçage conventionnel. En fait, lorsqu'il est nécessaire d'éliminer rapidement un grand nombre de matériaux métalliques, l'utilisation de la méthode de fraisage en plongée peut réduire le temps de traitement de plus de la moitié.
bords de fraisage en plongée
1. peut réduire la déformation de la pièce;
2. peut réduire la force de coupe radiale agissant sur la fraiseuse, ce qui signifie que l'arbre usé du changement de vitesse peut toujours être utilisé pour l'usinage de fraisage sans affecter la qualité d'usinage de la pièce.
3. L'outil a un grand porte-à-faux, ce qui est très bénéfique pour le fraisage de la rainure ou de la surface de la pièce.
4. peut réaliser le rainurage de matériaux d'alliage à haute température (tels qu'Inconel). La méthode de fraisage en plongée est idéale pour le dégrossissage des empreintes de moules et est recommandée pour un usinage efficace des composants aérospatiaux. L'une des applications spéciales consiste à usiner des aubes de turbine sur une fraiseuse à trois ou quatre axes, généralement sur une machine dédiée.
Environnement d'application
Les couteaux spéciaux de fraisage en plongée sont principalement utilisés pour l'ébauche ou la semi-finition. Ils peuvent être découpés dans le renfoncement de la pièce à usiner ou coupés le long du bord de la pièce à usiner, ou de géométries complexes fraisées, y compris le forage de racines. Afin de maintenir une température de coupe constante, tous les couteaux de plongée à queue interne sont refroidis à l'intérieur. Le corps et les plaquettes de la fraise de plongée sont conçus pour couper la pièce à travailler à un angle optimal. En règle générale, la fraise de plongée a un angle d’arête de coupe de 87 ° ou 90 ° et une plage de vitesse d’alimentation de 0,08 à 0,25 mm / dent. Le nombre d'inserts sur chaque fraise de plongée dépend du diamètre de la fraise
Applications
Les pièces à rainures profondes constituent un goulot d'étranglement lors du fraisage. En raison de la surplomb de l'outil pendant l'usinage, la force de coupe radiale est accrue et des vibrations sont facilement générées pendant le traitement, ce qui affecte sérieusement la qualité de la rugosité de la surface et l'efficacité de production est extrêmement faible. La méthode de fraisage en plongée peut bien résoudre ces problèmes, car la force d'impulsion de l'outil de fraisage en plongée est faible, et la quantité de coupe plus grande peut être sélectionnée, ce qui améliore considérablement l'efficacité de la production.
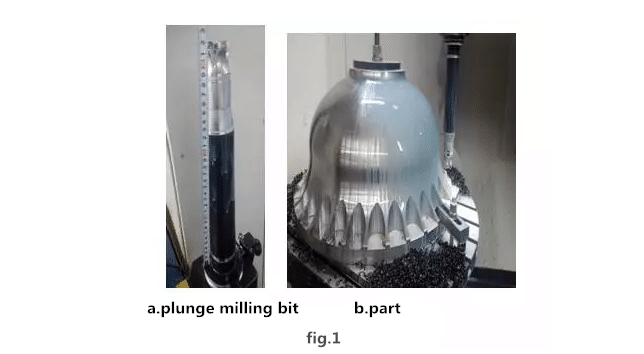
En prenant comme exemple le capuchon (voir fig. 1), dans le traitement des rainures profondes, on effectue des recherches expérimentales sur le processus de fraisage en plongée et, partant, sur la qualité de la rugosité de surface du processus de fraisage en plongée et sur l'usinage ordinaire. sont comparés et traités. La comparaison des copeaux a pleinement prouvé la supériorité et l'efficacité de traitement du fraisage en plongée.
1. Analyse du traitement des pièces difficiles
Cap est un élément clé d'un produit. Il a des exigences strictes en matière de précision d'usinage et de rugosité de surface. La pièce a un diamètre de 838 mm et une surface latérale de 325 mm. Il est vibré en coupant avec un couteau allongeur de 0,5 mm à chaque fois. La surface de la pièce laisse trembler, ce qui affecte sérieusement l’aspect de la surface de la pièce (voir Figure 2). J'ai essayé de percer le trou par l'arrière et de faire passer la barre ennuyeuse à travers le trou. L'effet n'est pas bon et l'efficacité du traitement est extrêmement faible. Un jour est traité et l'intensité de travail des travailleurs est élevée.

Application et effet de fraisage 2.plunge
Le fraisage en plongée est principalement utilisé pour l'ébauche ou la semi-finition. Il peut découper le creux de la pièce ou le long de la pièce ou fraiser des géométries complexes. Afin de maintenir une température de coupe constante, tous les couteaux de plongée à queue interne sont refroidis à l'intérieur. Le corps et les plaquettes de la fraise de plongée sont conçus pour couper la pièce à travailler à un angle optimal. En règle générale, la fraise de plongée a un angle d’arête de coupe de 87 ° ou 90 ° et une plage de vitesse d’alimentation de 0,08 à 0,25 mm / dent.
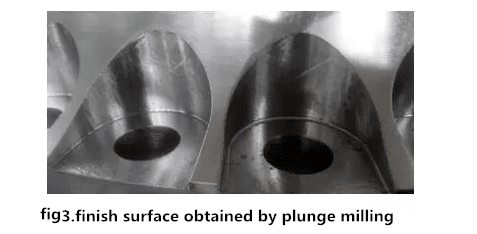
Dans le cas du fraisage en plongée, le premier est le taux d'enlèvement de métal requis pour la pièce; le procédé de fraisage en plongée peut considérablement réduire le temps de traitement; l'autre convient au procédé de fraisage en plongée lorsque la pièce d'usinage nécessite une grande longueur axiale de l'outil. Le processus de fraisage en plongée de la figure 3 est comparé au processus de fraisage latéral de la figure 2, et un bon effet d'aspect est obtenu, et le temps de traitement est également augmenté à 3 heures.
3. L'incarnation de l'efficacité du traitement
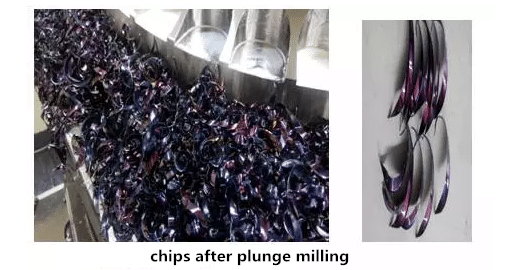
En raison de l'utilisation de la méthode de fraisage en plongée, la force de coupe radiale peut être efficacement réduite, de sorte qu'elle présente une stabilité de traitement supérieure à celle du procédé de fraisage latéral. Le processus de fraisage en plongée contribue également à réduire la chaleur de coupe de l'outil entrant et de la pièce, car la vitesse de coupe et d'usinage de la pièce est très rapide lorsque l'outil est mis en rotation et que seule une petite partie de la pièce est mobile. step est en contact avec l'outil. La chaleur de coupe réduite non seulement prolonge la durée de vie de l'outil, mais minimise également la distorsion de la pièce. Comme on peut le voir sur la figure 4, une telle barre d'outils aussi longue peut usiner les puces illustrées à la figure 4, et on peut constater que l'efficacité du traitement est effectivement élevée, ce qui est impossible avec d'autres stratégies de traitement.
En adoptant la stratégie de traitement du fraisage en plongée sur les pièces, le tremblement à la surface des pièces disparaît, ce qui améliore non seulement la qualité de l'aspect de la surface, mais évite également le phénomène de déchiquetage de la lame, le coût de la consommation d'outil est réduit de 60%. l'efficacité de traitement est également améliorée de 8 fois. Les pièces traitées par la méthode de fraisage en plongée sont stables sur le plan dimensionnel et permettent d'obtenir un résultat de traitement idéal, ce qui permet non seulement de réduire le coût des outils pour l'entreprise, mais également de réduire considérablement le cycle de livraison.