धातु काटते समय, उपकरण वर्कपीस में कट जाता है, और टूल कोण उपकरण के काटने वाले भाग की ज्यामिति निर्धारित करने के लिए उपयोग किया जाने वाला एक महत्वपूर्ण पैरामीटर है। खराद काटने के उपकरण कोण को सीधा समझने के लिए, हम एकल बिंदु काटने वाले उपकरण के कोण से शुरू करते हैं, जिसे निम्न प्रकार से दिखाया गया है:
- काटने वाले भाग की संरचना: 1 कोने, 2 किनारे, और 3 चेहरे
एक उपकरण का कटिंग भाग 、 प्रमुख फ्लैंक प्लेन, माइनर फ्लैंक प्लेन, साइड कटिंग एज cutting एंड कटिंग एज और कॉर्नर है।
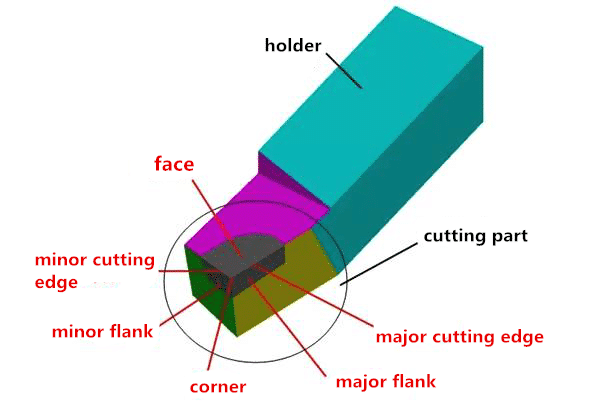
1)चेहरा वह सतह जिस पर चिप उपकरण पर बहती है।
2)प्रमुख विमान उपकरण की सतह जो वर्कपीस पर मशीनीकृत सतह के साथ विरोध और बातचीत करती है, जिसे प्रमुख फ्लैंक विमान कहा जाता है।
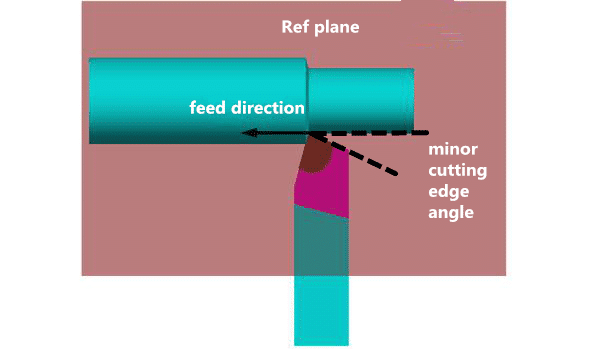
3)मामूली फ्लांक विमान उपकरण की सतह जो वर्कपीस पर मशीनीकृत सतह के साथ विरोध करती है और बातचीत करती है, जिसे मामूली फ्लैंक विमान कहा जाता है।
4)साइड कटिंग एज उपकरण के चेहरे के चौराहे और प्रमुख फ्लैंक विमान को साइड कटिंग एज कहा जाता है।
5)अंत काटने बढ़त उपकरण के चेहरे का अंतर और मामूली फ्लैंक विमान को अंत काटने वाला किनारा कहा जाता है।
6)कोना साइड कटिंग एज और अंत कटिंग एज के चौराहे को कॉर्नर कहा जाता है। कोने वास्तव में एक छोटी वक्र या सीधी रेखा है, जिसे गोल कोने और कोम्फ़र्ड कोने कहा जाता है।
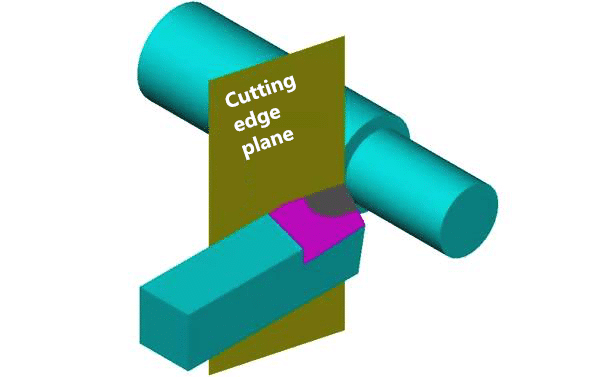
2. मोड़ उपकरण के काटने के कोण को मापने के लिए सहायक विमान
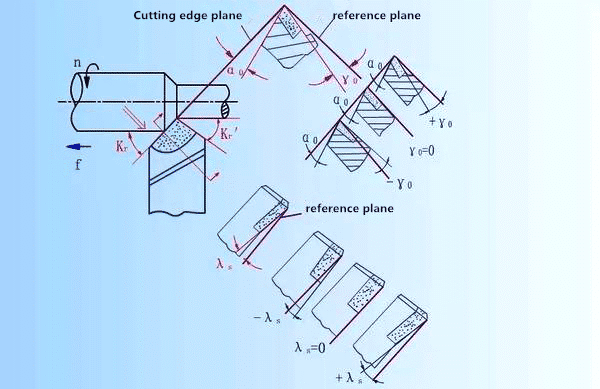
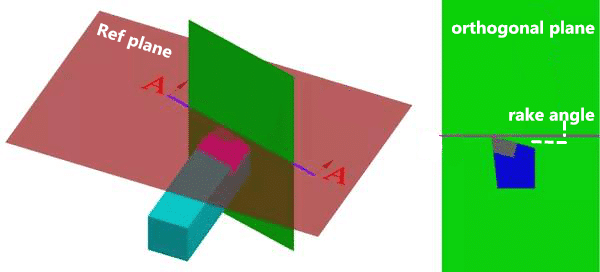
टर्निंग टूल की ज्यामिति को निर्धारित करने और मापने के लिए, संदर्भ के रूप में तीन सहायक विमानों का चयन किया जाता है। तीन सहायक विमान अत्याधुनिक विमान, संदर्भ विमान (बेस) और ऑर्थोगोनल विमान हैं।
1)अत्याधुनिक विमान-उपकरण धारक के निचले तल के तल के किनारे के किनारे और लंबवत कट के चयनित बिंदु पर कट करें।
- संदर्भ विमान (बेस)-साइड कटिंग एज के एक चयनित बिंदु को पास करें और टूलहोल्डर के तल के समांतर समतल करें।
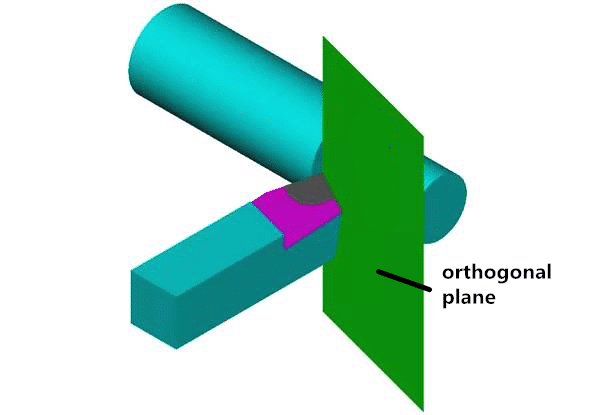
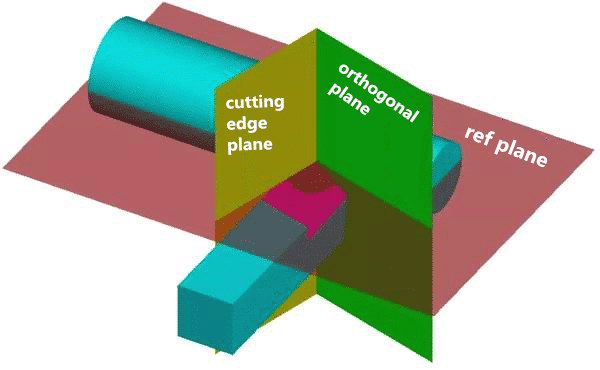
यह देखा जा सकता है कि तीन निर्देशांक विमान एक स्थानिक आयताकार समन्वय प्रणाली बनाने के लिए एक-दूसरे के लंबवत हैं।
3.मुख्य ज्यामितीय कोण और मोड़ उपकरण का विकल्प
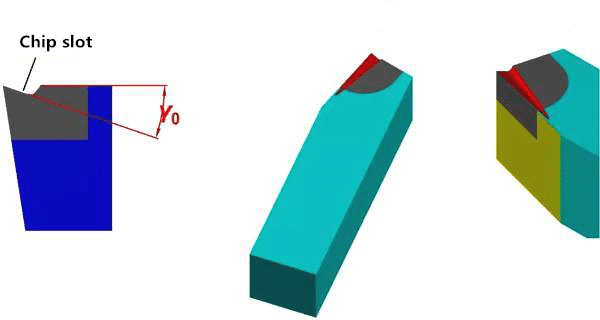
1) रेक कोण चुनने का सिद्धांत (angle0)
रेक कोण का आकार मुख्य रूप से कटर सिर की दृढ़ता और तीखेपन के बीच विरोधाभास को हल करता है। इसलिए, रेक कोण को पहले संसाधित सामग्री की कठोरता के अनुसार चुना जाना चाहिए। संसाधित सामग्री की कठोरता अधिक है, और रेक कोण एक छोटा मूल्य लेता है, और इसके विपरीत। दूसरे, प्रसंस्करण संपत्ति के अनुसार रेक कोण के आकार पर विचार किया जाना चाहिए। रेक कोण को खुरदरेपन के दौरान एक छोटे मूल्य के रूप में लिया जाना चाहिए, और परिष्करण के दौरान रैक कोण को एक बड़े मूल्य के रूप में लिया जाना चाहिए। रेक कोण को आमतौर पर -5 ° और 25 ° के बीच चुना जाता है।
आमतौर पर, रेक एंगल ()0) टर्निंग टूल बनाए जाने पर पूर्व-निर्मित नहीं होता है, लेकिन रेक एंगल टर्निंग टूल पर चिप फ्लूट को शार्प करके प्राप्त किया जाता है। बांसुरी को चिपब्रेकर भी कहा जाता है। इसका कार्य है:
a। उलझनों के बिना चिप्स को तोड़ना।
मशीन की सतह की सटीकता बनाए रखने के लिए चिप्स के बहिर्वाह दिशा को नियंत्रित करें।
सी। काटने प्रतिरोध को कम करने और उपकरण जीवन का विस्तार।
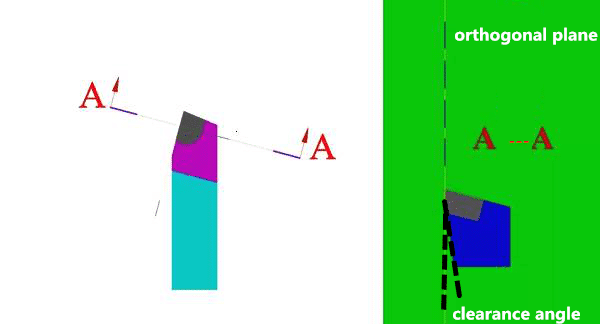
2)निकासी कोण के चयन का सिद्धांत (α0)
सबसे पहले, प्रसंस्करण की प्रकृति पर विचार करने की आवश्यकता है। परिष्करण करते समय, निकासी कोण एक बड़ा मूल्य लेता है, और जब रफिंग होता है, तो निकासी कोण एक छोटा मूल्य लेता है। दूसरे, संसाधित सामग्री की कठोरता को देखते हुए, संसाधित सामग्री की कठोरता अधिक होती है, और कटर सिर की दृढ़ता को बढ़ाने के लिए मुख्य निकासी कोण को एक छोटे मूल्य पर ले जाया जाता है। सीधे, निकासी कोण को एक छोटा मूल्य लेना चाहिए। निकासी कोण शून्य या नकारात्मक नहीं हो सकता है, और आमतौर पर 6 ° और 12 ° के बीच चुना जाता है।
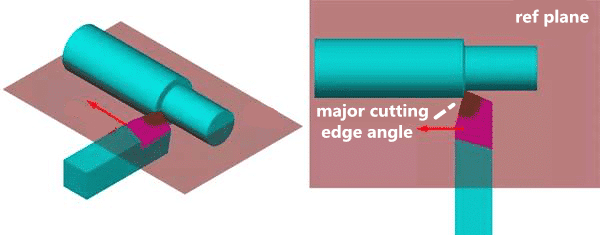
- अत्याधुनिक कोण का चयन करने का सिद्धांत (क्र।)
सबसे पहले, लैथ, क्लैम्प और टूल से मिलकर टर्निंग प्रोसेस सिस्टम की कठोरता पर विचार किया जाना चाहिए। यदि सिस्टम कठोर है, तो अत्याधुनिक कोण छोटा होना चाहिए, जो कि टर्निंग टूल के सेवा जीवन को बेहतर बनाने के लिए फायदेमंद है, गर्मी लंपटता की स्थिति और सतह खुरदरापन में सुधार करता है। दूसरे, मशीनी वर्कपीस की ज्यामिति पर विचार किया जाना चाहिए। जब मशीनिंग कदम, अत्याधुनिक कोण 90 डिग्री होना चाहिए। बीच में काटे गए वर्कपीस को काट दिया जाता है, और अत्याधुनिक कोण आमतौर पर 60 ° होता है। अत्याधुनिक कोण आमतौर पर 30 ° और 90 ° के बीच है, और सबसे आम 45 °, 75 ° और 90 ° है।
- चयन का सिद्धांत मामूली अत्याधुनिक कोण(क्र।)
सबसे पहले, टर्निंग टूल, वर्कपीस और क्लैम्प पर विचार करने के लिए पर्याप्त कठोरता है, इसलिए माइनर कटिंग एज को कम करने के लिए। सही, बड़े मूल्य को लिया जाना चाहिए। विशेष रूप से, प्रोसेसिंग प्रॉपर्टी को देखते हुए, माइनर कटिंग एज एंगल परिष्करण के दौरान 10 ° के रूप में लिया जाता है। 15 °, जब खुर, मामूली कटिंग एज कोण लगभग 5 ° हो सकता है।
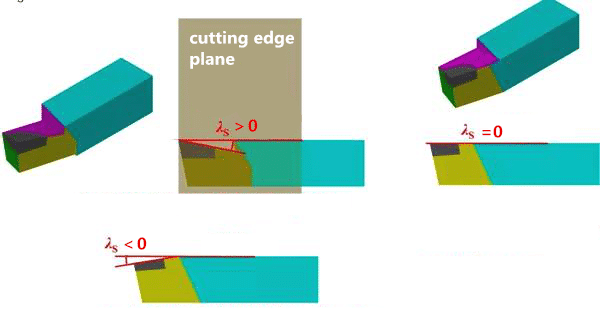
- चयन का सिद्धांत अत्याधुनिक झुकाव(ΛS)
मुख्य रूप से प्रसंस्करण की प्रकृति पर निर्भर करता है। जब रफिंग, वर्कपीस को टर्निंग टूल पर बड़ा प्रभाव पड़ता है, तो λS। 0 ° लेता है। परिष्करण करते समय, वर्कपीस में टर्निंग टूल पर एक छोटा प्रभाव बल होता है, जो λS the 0 ° .usually λS = 0 ° लेता है। अत्याधुनिक झुकाव को आमतौर पर -10 ° और 5 ° के बीच चुना जाता है।