When cutting metal, the tool cuts into the workpiece, and the tool angle is an important parameter used to determine the geometry of the cutting part of the tool. In order to understand lathe cutting tool angle straightforwardly, we start from angles of single point cutting tool, which is shown as follow,
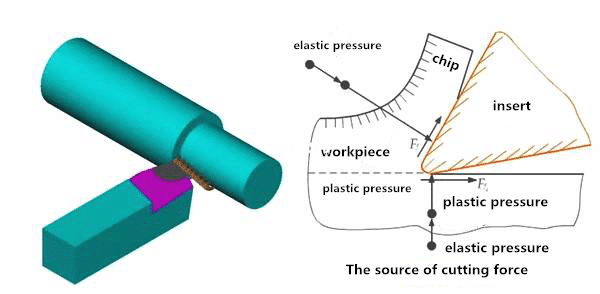
- The composition of cutting part: 1 corner, 2 edges, and 3 faces
The cutting part of a tool is face、major flank plane,minor flank plane,side cutting edge、end cutting edge and corner.
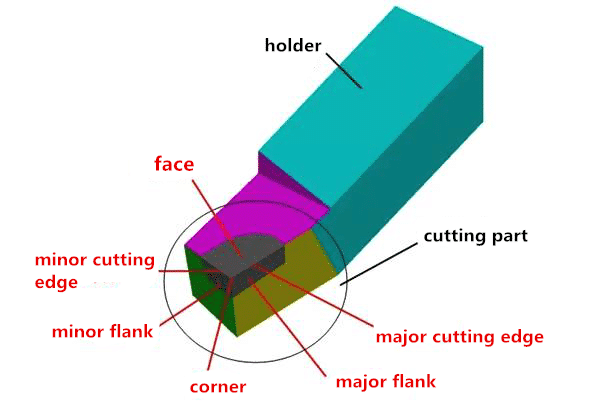
1)face The surface on which the chips flow on the tool.
2)major flank plane The surface of the tool that opposes and interacts with the machined surface on the workpiece, called the major flank plane.
3)minor flank plane The surface of the tool that opposes and interacts with the machined surface on the workpiece, called the minor flank plane.
4)side cutting edge The intersection of the face of the tool and the major flank plane is called the side cutting edge.
5)end cutting edge The intersection of the face of the tool and the minor flank plane is called the end cutting edge.
6)corner The intersection of the side cutting edge and the end cutting edge is called corner. The corner is actually a small curve or straight line, called rounded corner and chamfered corner.
2. Auxiliary plane for measuring the cutting angle of the turning tool
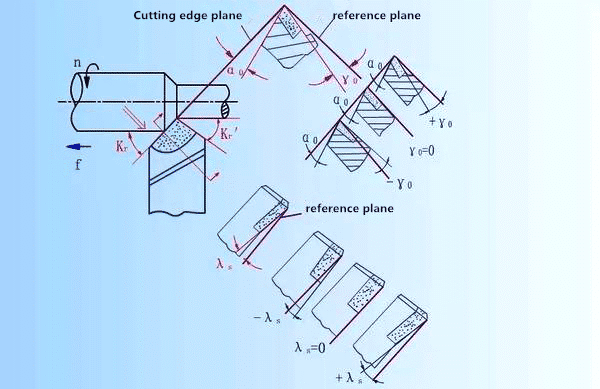
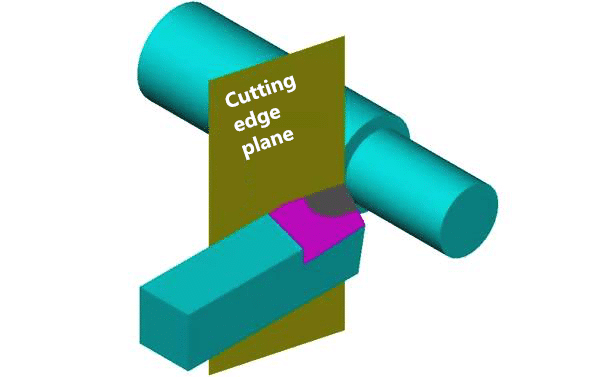
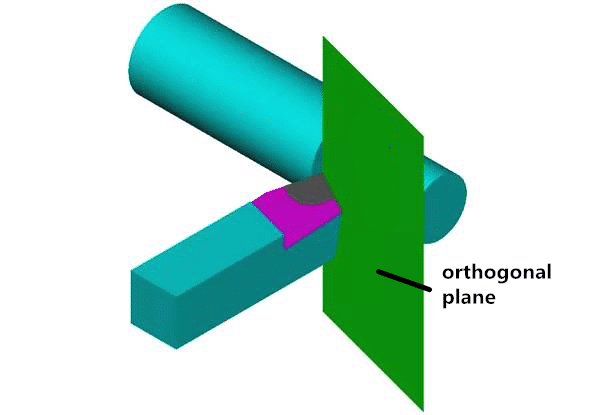
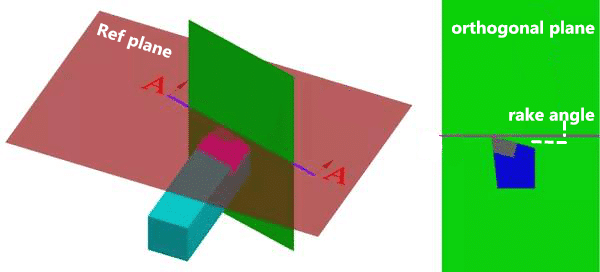
In order to determine and measure the geometry of the turning tool, three auxiliary planes are selected as the reference. The three auxiliary planes are the cutting edge plane, the reference plane (Base) and the orthogonal plane.
1)cutting edge plane——Cut at a selected point of the side cutting edge and perpendicular to the plane of the bottom plane of the toolholder.
- reference plane(Base)——Pass a selected point of the side cutting edge and parallel to the plane of the bottom of the toolholder.
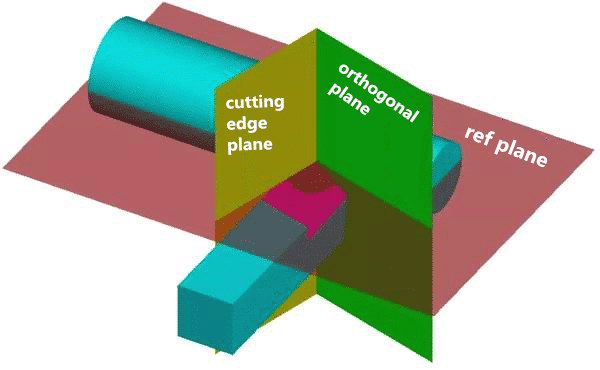
It can be seen that the three coordinate planes are perpendicular to each other to form a spatial rectangular coordinate system.
3.the main geometric angle and choice of turning tools
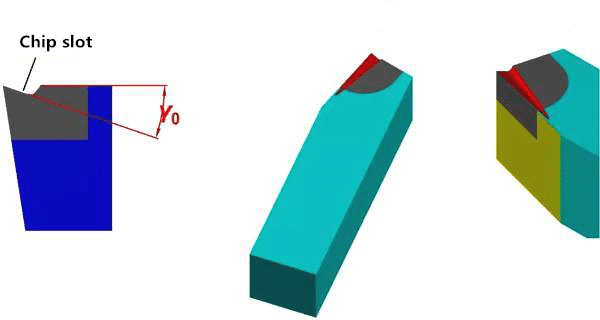
1) principle of selecting rake angle(γ0 )
The size of the rake angle mainly solves the contradiction between the firmness and sharpness of the cutter head. Therefore, the rake angle should first be selected according to the hardness of the processed material. The hardness of the processed material is high, and the rake angle takes a small value, and vice versa. Secondly, the size of the rake angle should be considered according to the processing property. The rake angle should be taken as a small value during roughing, and the rake angle should be taken as a large value during finishing. The rake angle is generally selected between -5° and 25°.
Usually, the rake angle (γ0) is not pre-made when the turning tool is made, but the rake angle is obtained by sharpening the chip flute on the turning tool. The flute is also called the chipbreaker. Its function is:
a.Breaking the chips without entanglement.
b.Control the outflow direction of the chips to maintain the accuracy of the machined surface.
c.Reduce cutting resistance and extend tool life.
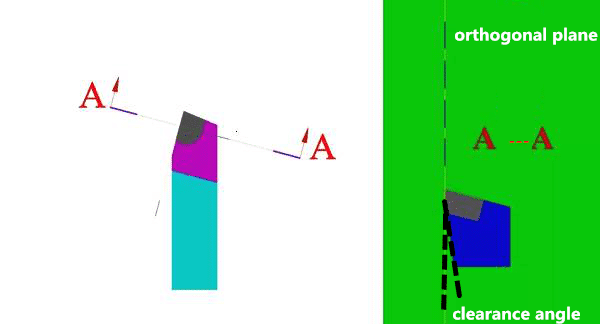
2)Principle of selecting clearance angle (α0 )
First of all, the nature of processing needs to be considered. When finishing, the clearance angle takes a large value, and when roughing, the clearance angle takes a small value. Secondly, considering the hardness of the processed material, the hardness of the processed material is high, and the main clearance angle is taken to a small value to enhance the firmness of the cutter head.otherwise, the clearance angle should take a small value. The clearance angle cannot be zero or negative, and is generally selected between 6° and 12°.
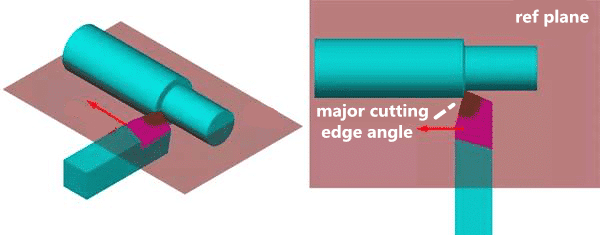
- principle of selecting cutting edge angle(Kr )
First of all, the rigidity of the turning process system consisting of lathes, clamps and tools needs to be considered. If the system is rigid, the cutting edge angle should be small, which is beneficial to improve the service life of the turning tool, improve the heat dissipation conditions and surface roughness. Secondly, the geometry of the machined workpiece should be considered. When machining the step, the cutting edge angle should be 90°. The workpiece cut in the middle is cut, and the cutting edge angle is generally 60 °. The cutting edge angle is generally between 30° and 90°, and the most common is 45°, 75°, and 90°.
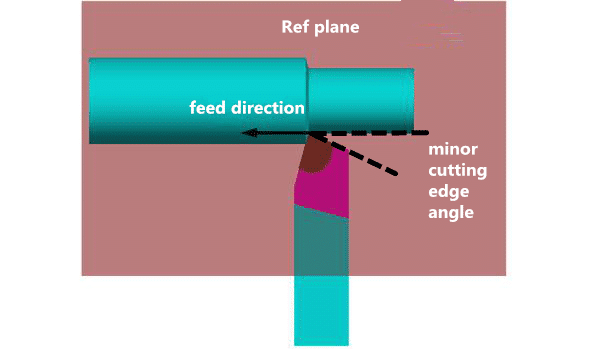
- The principle of selecting minor cutting edge angle(Kr’ )
Firstly, the turning tool, the workpiece and the clamp have sufficient rigidity to be considered, so as to reduce the minor cutting edge angle.otherwise, the large value should be taken.secondly, considering the processing property, the minor cutting edge angle can be taken as 10° during finishing. 15°, when roughing, the minor cutting edge angle can be about 5°.
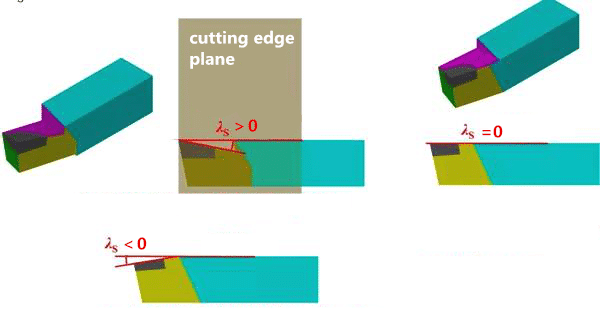
- The principle of selecting cutting edge inclination(λS)
Mainly depends on the nature of processing. When roughing, the workpiece has a large impact on the turning tool, taking λS ≤ 0°. When finishing, the workpiece has a small impact force on the turning tool, taking λS ≥ 0°.usually λS =0°. The cutting edge inclination is generally selected between -10° and 5°.