금속을 절단 할 때 공구가 공작물로 절단되고 공구 각도는 공구 절삭 부의 형상을 결정하는 데 사용되는 중요한 매개 변수입니다. 선반 절삭 공구 각도를 직선적으로 이해하기 위해 다음과 같이 표시된 단일 절삭 공구의 각도에서부터 시작합니다.
- 절단 부분의 구성 : 모서리 1 개, 모서리 2 개 및면 3 개
공구의 절삭 부분은면, 주 측면 평면, 보조 측면 평면, 측면 절삭 에지, 끝 절삭 날 및 코너입니다.
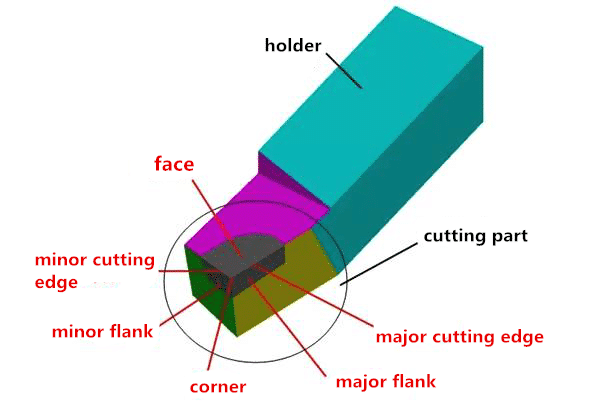
1)얼굴 칩이 공구 위로 흐르는 표면.
2)주요 측면 평면 주 플랭크 평면이라고하는 공작물의 가공 된 표면과 대치하고 상호 작용하는 공구의 표면.
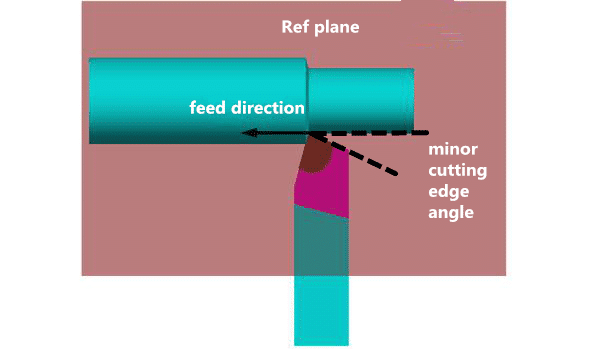
삼)부 측면 플레인 가공물의 가공면과 대칭 및 상호 작용하는 공구의 표면으로 부 측면 평면이라고 부릅니다.
4)측면 절삭 날 공구면과 주 측면 평면의 교차점을 측면 절삭 날이라고합니다.
5)끝단 절삭 날 공구의면과 보조면이 교차하는 부분을 최 종 절삭 날이라고합니다.
6)모서리 측면 절삭 날과 끝단 절삭 날의 교차점을 코너라고합니다. 모퉁이는 실제로 둥근 모서리 및 모따기 된 모서리라고하는 작은 곡선 또는 직선입니다.
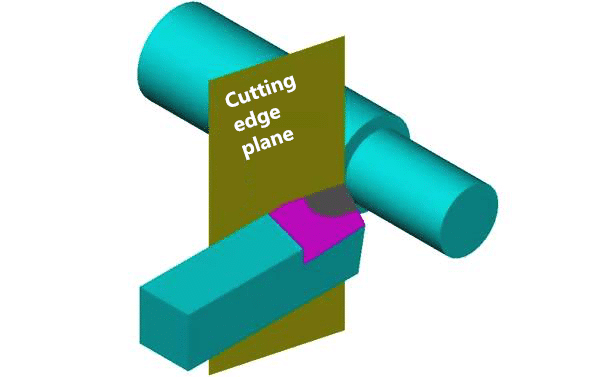
2. 선삭 공구의 절삭 각도를 측정하기위한 보조 평면
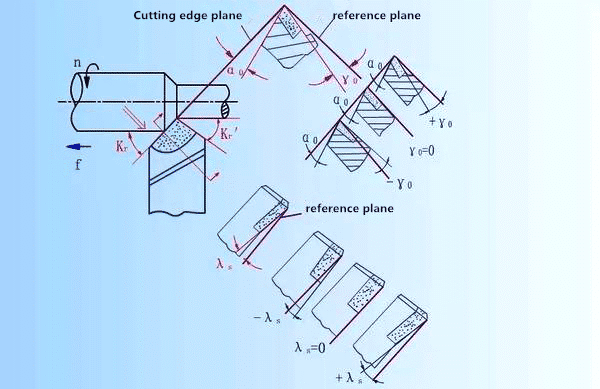
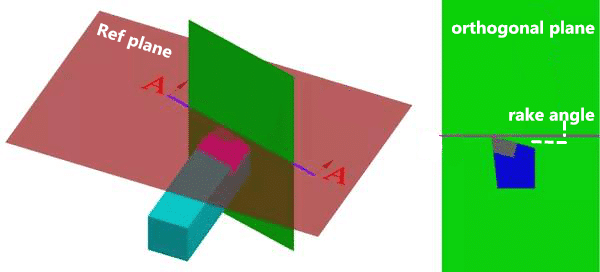
선삭 공구의 형상을 결정하고 측정하기 위해 3 개의 보조 평면이 참조로 선택됩니다. 세 개의 보조 평면은 절삭 날 평면, 기준 평면 (베이스) 및 직교 평면입니다.
1)최첨단 평면-공구 홀더의 바닥 평면 평면에 수직 인 측면 절삭 날의 선택된 점에서 가공하십시오.
- 기준면 (베이스)-공구 홀더의 바닥면에 측면 절삭 날과 평행선의 선택된 점을 통과시킵니다.
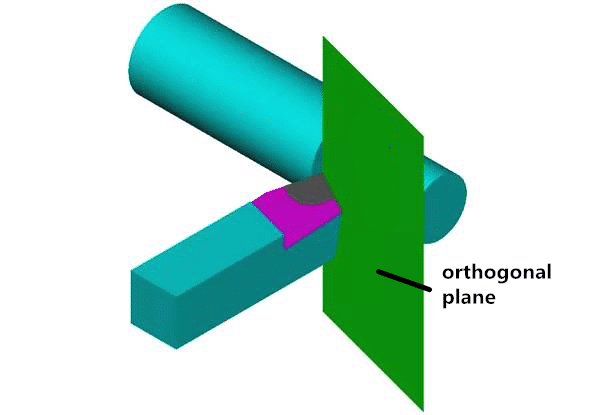
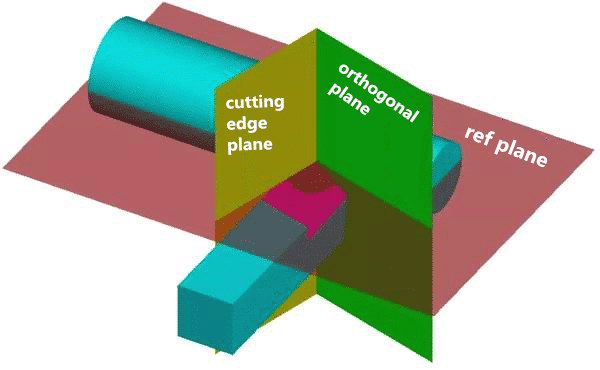
3 개의 좌표 평면은 공간 직각 좌표계를 형성하기 위해 서로 수직 인 것을 알 수있다.
3.주요 기하학적 각도 및 선삭 공구 선택
1) 경사각 (γ0)을 선택하는 원리
경사각의 크기는 주로 커터 헤드의 견고 함과 선명도 사이의 모순을 해결합니다. 따라서 가공 된 재료의 경도에 따라 경사각을 먼저 선택해야합니다. 가공 된 재료의 경도는 높고 경사각은 작은 값을 가지며 그 반대도 마찬가지입니다. 둘째, 경사각의 크기는 가공 특성에 따라 고려되어야한다. 경사각은 황삭 중에 작은 값으로 취해야하며 경사각은 정삭 중에 큰 값으로 취해야합니다. 경사각은 일반적으로 -5 °에서 25 ° 사이에서 선택됩니다.
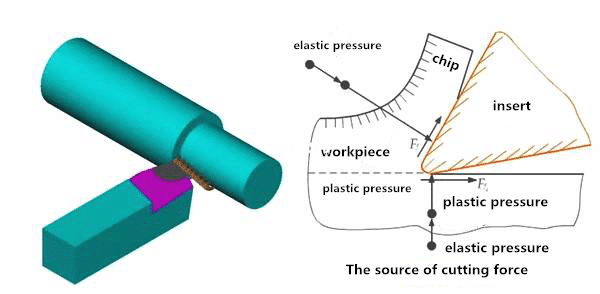
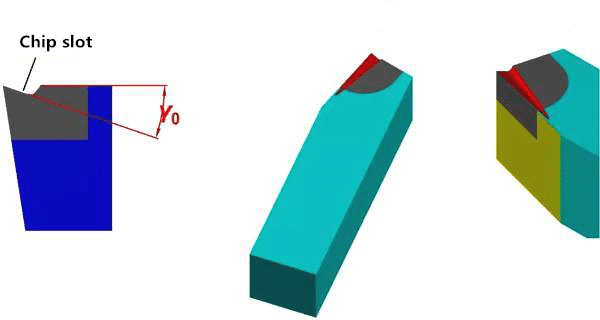
보통 레이크 각도 (γ0)는 선삭 공구를 만들 때 미리 만들어지지 않지만 레이크 각도는 선삭 공구에서 칩 플루트를 연마하여 얻을 수 있습니다. 이 플룻은 칩 브레이커라고도합니다. 그 기능은 다음과 같습니다.
a. 엉킴없이 칩을 깰 것.
b. 가공 된 표면의 정확성을 유지하기 위해 칩의 유출 방향을 제어한다.
c. 절삭 저항을 줄이고 공구 수명을 연장하십시오.
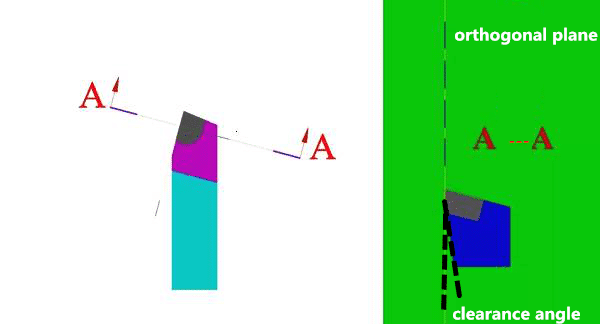
2)여유 각 선택 원리 (α0)
우선, 처리의 성격을 고려해야합니다. 마무리 작업을 수행 할 때 클리어런스 각은 큰 값을 가지며 황삭시 클리어런스 각도는 작은 값을 갖습니다. 두 번째로, 가공 된 재료의 경도를 고려하면, 가공 된 재료의 경도가 높고, 주 클리어런스 각도는 작은 값으로 취해 져서 커터 헤드의 견고성을 향상시킨다. 반면에, 클리어런스 각은 작은 값을 가져야한다. 여유 각은 0 또는 음수가 될 수 없으며 일반적으로 6 °에서 12 ° 사이에서 선택됩니다.
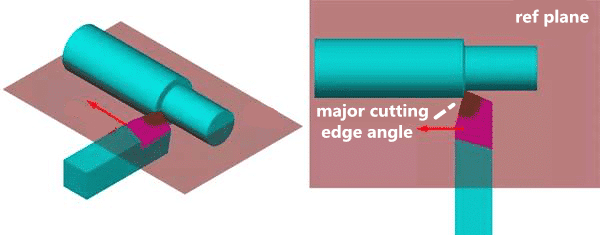
- 절삭 날 각도 (Kr) 선택 원리
우선, 선반, 클램프 및 공구로 구성된 터닝 프로세스 시스템의 강성을 고려해야합니다. 시스템이 단단한 경우 절삭 날 각도가 작아야하므로 선삭 공구 수명을 향상시키고 방열 조건 및 표면 거칠기를 개선하는 데 도움이됩니다. 둘째, 기계 가공 된 공작물의 형상을 고려해야합니다. 단차 가공시 절삭 날 각도는 90 ° 여야합니다. 중간에서 절단 된 공작물이 절단되고 절삭 날 각도는 일반적으로 60 °입니다. 절삭 날 각도는 일반적으로 30 °에서 90 ° 사이이며 가장 일반적인 각도는 45 °, 75 ° 및 90 °입니다.
- 선택 원리 부 절삭 날 각도(Kr ')
첫째, 선삭 공구, 공작물 및 클램프는 고려해야 할 강성이 충분하므로 부 절삭 날 각도를 줄이거 나 큰 값을 취해야합니다. 두 번째로 가공 특성을 고려하면 부 절삭 날 각도는 정삭 중에 10 °로 취한다. 15 °, 황삭시 부 절삭 날 각도는 약 5 °가 될 수 있습니다.
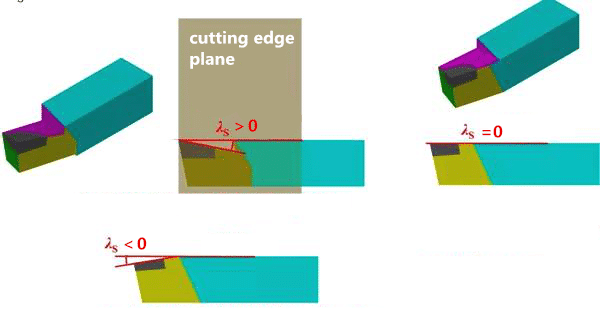
- 선택 원리 최첨단 경사(λS)
주로 처리의 성격에 따라 달라집니다. 황삭시 공작물은 선삭 공구에 큰 충격을 주며 λS는 0 ° 이하입니다. 정삭시 공작물은 선삭 공구에 작은 충격력을가집니다. 즉, λS ≥ 0 °, 보통 λS = 0 °입니다. 절삭 날 기울기는 일반적으로 -10 ° ~ 5 ° 사이에서 선택됩니다.