4 coisas que você deve saber sobre o processo de moagem
1.Introduction to Milling
The process of machining a workpiece with a milling cutter on a milling machine is called milling, or milling. Milling is one of the commonly used methods in metal cutting. When milling, the milling cutter makes the main motion of the rotation, and the workpiece makes a slow linear feed motion.
1, milling features
1) Milling cutter is a multi-tooth cutter. When milling, each cutter of the cutter does not cut continuously like the turning tool and the drill bit but cuts intermittently, and the heat dissipation and cooling conditions of the cutter are good. Milling The durability of the knife is high and the cutting speed can be increased;
2) Milling often uses multi-tooth cutting, which can be used for larger cutting. Compared with planing, milling has higher productivity. In batch and mass production, milling has almost completely replaced planning;
3) Due to the continuous cutting and cutting of the milling cutter teeth, the milling force constantly changes, so the milling is prone to vibration.
2.Milling dosage
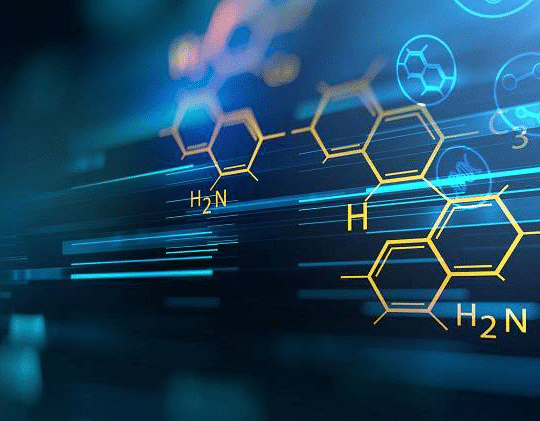
The amount of milling used for milling consists of four factors: cutting speed, feed, backfeed (milling depth) and side pocket (milling width). The milling amount is shown in Figure 1.
 Feed ƒ
Feed ƒ
When milling, the amount of movement of the workpiece relative to the tool in the direction of feed motion is the amount of feed during milling. Since the milling cutter is a multi-blade tool, the calculation is performed according to the unit time, and there are the following three methods.
(1) Feed per tooth ƒZ (mm/z) refers to the feed amount of the workpiece to the milling cutter when the cutter passes one tooth per tooth (that is, the distance the workpiece moves in the feed direction per revolution of the cutter. ), the unit is mm/z per tooth.
(2) Feed per revolution ƒ , refers to the feed of the milling cutter for each revolution of the milling cutter (ie the distance per revolution of the milling cutter and the movement of the workpiece in the feed direction), the unit is mm/r
(3) Feed per minute, also known as feed rate, refers to the feed per minute of the workpiece to the milling cutter (ie the distance the workpiece moves in the feed direction per minute), the unit is mm/min. The relationship between the above three is,
Where Z – milling cutter teeth
– Milling cutter speed per minute (r/min),
Back to eat the amount of knife (also known as milling depth)
The milling depth is the size of the cutting layer measured parallel to the axis of the milling cutter (the cutting layer is the layer of metal on the workpiece that is being cut by the cutting edge) in mm. Because of the different orientations of the workpiece relative to the workpiece during circumferential and end milling, the marking of the milling depth is also different.
Side knife volume (also known as milling width)
The milling width is the size of the cutting layer measured in the direction perpendicular to the axis of the milling cutter, in mm.
The principle of milling dosage selection: usually roughing In order to ensure the necessary tool durability, the larger side knife or backing knife should be used first, followed by the increased feed rate, and finally the tool durability. Select the appropriate cutting speed, so the choice is because the cutting speed has the greatest influence on the tool durability, the feed rate is the second, the side knife or the back knife has the least influence; in the finishing process, in order to reduce the elastic deformation of the processing system, it is necessary to Use a smaller feed rate while suppressing the build-up of the built-up edge. Higher cutting speeds should be used for carbide milling cutters and lower cutting speeds for high-speed steel milling cutters. For example, when cutting edges are not generated during milling, larger cutting speeds should be used.
3.The application of milling
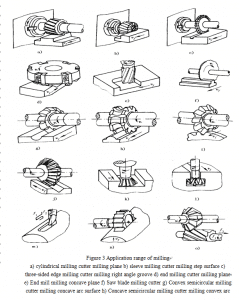
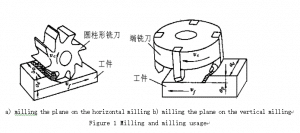
Milling machines have a wide range of machining operations for flats, bevels, vertical faces, various grooves and forming surfaces (eg tooth profiles), as shown in Figure 3. It is also possible to perform indexing work. Sometimes the drilling and boring of the hole can also be performed on the milling machine, as shown in Figure 2. The machining accuracy of the milling machine is generally IT9 ~ IT8; the surface roughness is generally Ra 6.3 ~ 1.6μm.
4.Milling method
1) Week milling and end milling: the milling meth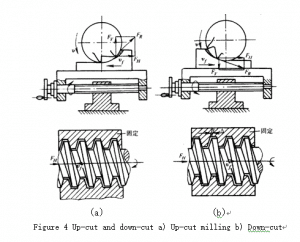 od using a milling cutter whose teeth are distributed on the circumferential surface is called circumferential milling;
od using a milling cutter whose teeth are distributed on the circumferential surface is called circumferential milling;
The way in which the cutters are distributed on the end face of the cylinder for milling is called end milling. End milling compared to weekly milling
It is advantageous in the plane because: (1) The minor cutting edge of the end mill has a light-reducing effect on the machined surface, which can reduce the roughness. The surface of the workpiece that is milled at the periphery has a corrugated residual area. (2) The number of end mills participating in the cutting at the same time is large, and the degree of change of the cutting force is small, so the vibration during operation is smaller than that of the peripheral milling. (3) When the main cutting edge of the end mill is just touching the workpiece, the chip thickness is not equal to zero, making the blade less prone to wear. (4) The end of the end mill has a short extension, good rigidity, and the cutter bar is not easily deformed, and a large cutting amount can be used. It can be seen that the end milling method has better processing quality and higher productivity. Therefore, milling planes are mostly end milled. However, the peripheral milling has a wide adaptability to the processing of various shapes, and some shapes (such as forming surfaces) cannot be used for end milling.
2) Up-cut milling and down-cut milling: Week milling has the distinction of up-cut milling and down-cut milling. In the case of up-cut milling, the direction of rotation of the milling cutter is opposite to the direction of feed of the workpiece; when milling, the direction of rotation of the milling cutter is the same as the direction of feed of the workpiece. When milling upside down, the thickness of the chips increases from zero. In fact, after the cutting edge of the milling cutter begins to contact the workpiece, it will slide a certain distance on the surface to actually cut into the metal. This makes the blade easy to wear and increases the roughness of the machined surface. In the case of up-cut milling, the milling cutter has a lifting component force on the workpiece, which affects the stability of the workpiece mounted on the table.
Climbing does not have the above disadvantages. However, the feed of the workpiece during the milling process is affected by the gap between the table drive screw and the nut. Because the horizontal component of milling is the same as the feeding direction of the workpiece, the milling force will be too large and small, which will cause the table to move and the feed amount is uneven, even causing the knife or damage the machine. Therefore, it is necessary to have a device for eliminating the gap at the longitudinal feed screw to adopt the down-cut milling. However, the general milling machine does not eliminate the gap of the screw nut, and only the up-cut method can be used. In addition, for the roughing of the surface of the casting and forging, the down-milling will first aggravate the wear of the tool because the tooth first contacts the black skin. At this time, it is also suitable for up-cut milling.