
4 ਮਿਲਿੰਗ ਪ੍ਰਕਿਰਿਆ ਬਾਰੇ ਤੁਹਾਨੂੰ ਜਾਣਨਾ ਚਾਹੀਦਾ ਹੈ 4 ਚੀਜ਼ਾਂ
1.ਮਿਲਨ ਲਈ ਸ਼ੁਰੂਆਤੀ
ਇੱਕ ਮਿਲਿੰਗ ਮਸ਼ੀਨ 'ਤੇ ਮਿਲਿੰਗ ਕਟਰ ਨਾਲ ਮਸ਼ੀਨ ਲਗਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਮਿਲਿੰਗ, ਜਾਂ ਮਿਲਿੰਗ ਕਿਹਾ ਜਾਂਦਾ ਹੈ. ਮੈਟਲ ਕੱਟਣ ਲਈ ਮਿਲਿੰਗ ਆਮ ਤੌਰ ਤੇ ਵਰਤੀਆਂ ਗਈਆਂ ਇਕਾਈਆਂ ਵਿੱਚੋਂ ਇੱਕ ਹੈ ਜਦੋਂ ਮਿਲਨ ਤੇ, ਰੋਲਨ ਦੀ ਮੁੱਖ ਗਤੀ ਕੱਟੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਵਰਕਸਪੇਸ ਹੌਲੀ ਰੇਖਾਵੀਂ ਫੀਡ ਮੋਸ਼ਨ ਬਣਾਉਂਦੀ ਹੈ.
1, ਮਿਲਿੰਗ ਫੀਚਰ
1) ਮਿਲਿੰਗ ਕਟਰ ਇਕ ਬਹੁ-ਦੰਦ ਕਟਰ ਹੈ. ਜਦੋਂ ਮਿਲ ਰਿਹਾ ਹੋਵੇ, ਕਟਰ ਦੇ ਹਰ ਇੱਕ ਕਟਰ ਨੂੰ ਮੁਨਾਸਬ ਸਾਧਨ ਅਤੇ ਡਿਰਲ ਬਿੱਟ ਵਾਂਗ ਲਗਾਤਾਰ ਨਹੀਂ ਕੱਟਦਾ ਪਰ ਰੁਕੇ ਕੱਟੇ ਜਾਂਦੇ ਹਨ, ਅਤੇ ਕਟਰ ਦੀ ਗਰਮੀ ਦੀ ਖਰਾਬੀ ਅਤੇ ਠੰਢਾ ਹਾਲਤਾਂ ਚੰਗੀਆਂ ਹੁੰਦੀਆਂ ਹਨ. ਮਿਲਿੰਗ ਚੱਕਰ ਦੀ ਹੰਢਣਸਾਰਤਾ ਬਹੁਤ ਉੱਚੀ ਹੈ ਅਤੇ ਕਟਾਈ ਦੀ ਗਤੀ ਵਧਾਈ ਜਾ ਸਕਦੀ ਹੈ;
2) ਮਿਲਲਿੰਗ ਅਕਸਰ ਬਹੁ-ਦੰਦ ਕੱਟਣ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਜਿਸਨੂੰ ਵੱਡੇ ਕੱਟਣ ਲਈ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ ਪਲਾਨਿੰਗ ਨਾਲ ਤੁਲਨਾ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਮਿਲਿੰਗ ਦੀ ਉੱਚ ਉਤਪਾਦਕਤਾ ਹੈ ਬੈਂਚ ਅਤੇ ਪੁੰਜ ਉਤਪਾਦਨ ਵਿੱਚ, ਮਿਲਿੰਗ ਨੇ ਲਗਭਗ ਪੂਰੀ ਯੋਜਨਾ ਦੀ ਵਿਵਸਥਾ ਕੀਤੀ ਹੈ;
3) ਮਿੱਟੀ ਦੇ ਕੱਟਣ ਵਾਲੇ ਦੰਦਾਂ ਦੇ ਲਗਾਤਾਰ ਕੱਟਣ ਅਤੇ ਕੱਟਣ ਦੇ ਕਾਰਨ, ਮਿਲਦੀ ਫੋਰਸ ਲਗਾਤਾਰ ਬਦਲਦੀ ਰਹਿੰਦੀ ਹੈ, ਇਸ ਲਈ ਮਿਲਿੰਗ ਸਪਨ ਦੀ ਕਮੀ ਹੈ.
2. ਮਿਲਾਨ ਖੁਰਾਕ
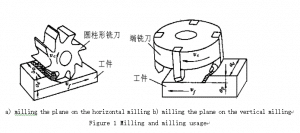
ਮਿਲਨ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਮਿਲਿੰਗ ਦੀ ਮਾਤ੍ਰਾ ਚਾਰ ਕਾਰਕ ਹੈ: ਕਟਿੰਗ ਸਪੀਡ, ਫੀਡ, ਬੈਟੀਫੀਡ (ਮਿਲਿੰਗ ਡੂੰਘਾਈ) ਅਤੇ ਸਾਈਡ ਪਾਕੇਟ (ਮਿਲਿੰਗ ਚੌੜਾਈ). ਮਿਲਾਨ ਦੀ ਰਕਮ ਚਿੱਤਰ 1 ਵਿਚ ਦਰਸਾਈ ਗਈ ਹੈ.
 ਫੀਡ ƒ
ਫੀਡ ƒ
ਜਦੋਂ ਮਿਲ ਰਿਹਾ ਹੈ, ਫੀਡ ਗਤੀ ਦੀ ਦਿਸ਼ਾ ਵਿਚਲੇ ਸੰਦ ਨਾਲ ਸਬੰਧਤ ਵਰਕਸਪੇਸ ਦੀ ਅੰਦੋਲਨ ਦੀ ਮਾਤਰਾ ਮਿਲਾਵਟ ਦੇ ਦੌਰਾਨ ਫੀਡ ਦੀ ਮਾਤਰਾ ਹੁੰਦੀ ਹੈ. ਕਿਉਂਕਿ ਮਿਲਿੰਗ ਕਟਰ ਇੱਕ ਮਲਟੀ-ਬਲੇਡ ਟੂਲ ਹੈ, ਇਸ ਲਈ ਗਣਨਾ ਨੂੰ ਯੂਨਿਟ ਦੇ ਸਮੇਂ ਮੁਤਾਬਕ ਹੀ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਹੇਠ ਤਿੰਨ ਢੰਗ ਹਨ.
(1) ਪ੍ਰਤੀ ਦੰਦ (ਪ੍ਰਤੀਸ਼ਤ / ਪ੍ਰਤੀਸ਼ਤ) ਫੀਡ ਪ੍ਰਤੀ ਵਰਕਪੇਸ ਦੀ ਫੀਡ ਮਿਕਸ ਨੂੰ ਮਿੱਲਣ ਵਾਲੀ ਕਟਰ ਨੂੰ ਉਦੋਂ ਦਰਸਾਇਆ ਜਾਂਦਾ ਹੈ ਜਦੋਂ ਕਟਰ ਇੱਕ ਦੰਦ ਪ੍ਰਤੀ ਦੰਦ ਲੰਘਾਉਂਦਾ ਹੈ (ਭਾਵ, ਕੰਮ ਵਾਲੀ ਕਿਰਿਆ ਨੂੰ ਕਤਰ ਦੇ ਪ੍ਰਤੀ ਕ੍ਰਾਂਤੀ ਪ੍ਰਤੀ ਫੀਡ ਦੀ ਦਿਸ਼ਾ ਵਿੱਚ ਭੇਜਦੀ ਹੈ. .), ਇਕਾਈ ਪ੍ਰਤੀ ਪ੍ਰਤੀਸ਼ਤ ਐਮ / ਪ੍ਰਤੀ ਹੈ.
(2) ਪ੍ਰਤੀ ਕ੍ਰਾਂਤੀ ਪ੍ਰਤੀ ਫੀਡ, ਮਿਲਿੰਗ ਕਟਰ ਦੇ ਹਰ ਇੱਕ ਕ੍ਰਾਂਤੀ ਲਈ ਮਿਲਿੰਗ ਕਟਰ ਦੀ ਫੀਡ (ਜਿਵੇਂ ਕਿ ਮਿਲਿੰਗ ਕਟਰ ਦੀ ਪ੍ਰਤੀ ਕ੍ਰਾਂਤੀ ਅਤੇ ਫੀਡ ਦਿਸ਼ਾ ਵਿੱਚ ਵਰਕਪੀਸ ਦੀ ਗਤੀ ਦੀ ਗੱਲ) ਦਾ ਸੰਕੇਤ ਹੈ, ਇਕਾਈ ਮਿਲੀਮੀਟਰ / r
(3) ਫੀਡ ਪ੍ਰਤੀ ਮਿੰਟ, ਜਿਸ ਨੂੰ ਫੀਡ ਰੇਟ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਵਰਕਪੇਸ ਦੇ ਪ੍ਰਤੀ ਫੀਡ ਪ੍ਰਤੀ ਮੀਲਿੰਗ ਕਟਰ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ (ਭਾਵ ਕੰਮ ਵਾਲੀ ਰੇਂਜ ਫੀਡ ਦੀ ਦਿਸ਼ਾ ਵਿੱਚ ਪ੍ਰਤੀ ਮਿੰਟ ਹੁੰਦੀ ਹੈ), ਇਕਾਈ ਮਿਲੀਮੀਟਰ / ਮਿੰਟ ਹੁੰਦੀ ਹੈ. ਉਪਰੋਕਤ ਤਿੰਨਾਂ ਵਿਚਕਾਰ ਸਬੰਧ ਇਹ ਹੈ ਕਿ,
ਜਿੱਥੇ ਕਿ Z - ਮਿਲਿੰਗ ਕਟਰ ਦੰਦ
- ਮੀਲਿੰਗ ਕਟਰ ਸਪੀਡ ਪ੍ਰਤੀ ਮਿੰਟ (R / ਮਿੰਟ),
ਚਾਕੂ ਦੀ ਮਾਤਰਾ ਨੂੰ ਖਾਣਾ ਖਾਣ ਲਈ ਵਾਪਸ ਜਾਓ (ਜਿਸ ਨੂੰ ਮੱਲਿੰਗ ਡੂੰਘਾਈ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ)
ਮਿਲਿੰਗ ਡੂੰਘਾਈ ਦਾ ਮਤਲਬ ਹੈ ਕੱਟਣ ਵਾਲੀ ਪਰਤ ਦਾ ਮਿਸ਼ਰਣ ਜਿਹੜਾ ਕਿ ਮਿਲੀਮੀਟਰ ਦੇ ਅਕਾਰ ਦੇ ਬਰਾਬਰ ਹੁੰਦਾ ਹੈ (ਐਕਟੀਵੇਟਿੰਗ ਲੇਅਰ, ਮਿਸ਼ਰਤ ਦੀ ਪਰਤ ਜਿਹੜੀ ਕੱਟੀ ਹੋਈ ਕਤਾਰ ਦੁਆਰਾ ਕੱਟੀ ਜਾ ਰਹੀ ਹੈ) ਵਿੱਚ ਮਿਲੀਮੀਟਰ ਹੈ. ਸਧਾਰਣ ਅਤੇ ਅੰਤ ਕੱਤਣ ਦੌਰਾਨ ਵਰਕਸਪੇਸ ਦੇ ਨਾਲ ਸਬੰਧਤ ਵਰਕਸਪੇਸ ਦੇ ਵੱਖੋ-ਵੱਖਰੇ ਮੁਹਾਂਦਰੇ ਕਾਰਨ, ਮਿਲਿੰਗ ਡੂੰਘਾਈ ਦਾ ਨਿਸ਼ਾਨ ਵੀ ਵੱਖਰਾ ਹੁੰਦਾ ਹੈ.
ਸਾਈਡ ਚਾਕੂ ਦੀ ਮਾਤਰਾ (ਜਿਸ ਨੂੰ ਮਿਲਲਿੰਗ ਚੌੜਾਈ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ)
ਮਿਲਿੰਗ ਚੌੜਾਈ, ਐਮ.ਮੀ. ਵਿਚ, ਕੱਨਣ ਦੀ ਪਰਤ ਦਾ ਆਕਾਰ ਹੈ ਜੋ ਕਿ ਲੰਬਾਈ ਦੇ ਲੰਬਾਈ ਨੂੰ ਮਿੱਟੀ ਦੇ ਕੱਟਣ ਦੇ ਧੁਰੇ ਤੇ ਮਾਪਦੀ ਹੈ.
ਖ਼ੁਰਾਕ ਦੀ ਮਿਣਨ ਦੇ ਸਿਧਾਂਤ ਦਾ ਸਿਧਾਂਤ: ਆਮ ਤੌਰ ਤੇ ਰੇਸ਼ਮ ਕਰਨਾ ਲੋੜੀਂਦੇ ਟੂਲ ਦੀ ਸਮਰੱਥਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ, ਵੱਡੇ ਪਾਸੇ ਦੇ ਚਾਕੂ ਜਾਂ ਬੈਕਿੰਗ ਚਾਕੂ ਨੂੰ ਪਹਿਲਾਂ ਵਰਤਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਇਸ ਤੋਂ ਬਾਅਦ ਫੀਡ ਦੀ ਦਰ ਵਧਾਈ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਆਖਰਕਾਰ ਸੰਦ ਸਥਿਰਤਾ. ਢੁਕਵੇਂ ਕੱਟੇ ਜਾਣ ਦੀ ਗਤੀ ਦੀ ਚੋਣ ਕਰੋ, ਇਸ ਲਈ ਚੋਣ ਇਸ ਲਈ ਹੈ ਕਿਉਂਕਿ ਕੱਟਣ ਦੀ ਗਤੀ ਦਾ ਸਾਧਨ ਟਿਕਾਊਤਾ ਤੇ ਸਭ ਤੋਂ ਵੱਡਾ ਪ੍ਰਭਾਵ ਹੈ, ਫੀਡ ਦੀ ਦਰ ਦੂਜੀ ਹੈ, ਪਾਸੇ ਦਾ ਚਾਕੂ ਜਾਂ ਪਿੱਛੇ ਚਾਉ ਦਾ ਘੱਟ ਪ੍ਰਭਾਵ ਹੈ; ਸੰਪੂਰਨ ਪ੍ਰਕਿਰਿਆ ਵਿਚ, ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਣਾਲੀ ਦੇ ਲਚਕੀਲੇ ਵਿਕਰਣ ਨੂੰ ਘਟਾਉਣ ਲਈ, ਬਿਲਡ-ਅਪ ਕੋਨੇ ਦੇ ਬਿਲਡ-ਅਪ ਨੂੰ ਦਬਾਉਣ ਦੇ ਨਾਲ ਛੋਟੇ ਫੀਡ ਰੇਟ ਵਰਤਣਾ ਜ਼ਰੂਰੀ ਹੈ. ਕਾਰਬਾਈਡ ਮਿਲਿੰਗ ਕੱਟਣ ਲਈ ਉੱਚ ਪੱਧਰੀ ਗਤੀ ਦੀ ਵਰਤੋਂ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ ਅਤੇ ਹਾਈ-ਸਪੀਡ ਸਟੀਲ ਮਿਲਿੰਗ ਕਟਰਾਂ ਲਈ ਕਟੌਤੀ ਦੀਆਂ ਘੱਟ ਸ਼ਕਤੀਆਂ ਦੀ ਵਰਤੋਂ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ. ਉਦਾਹਰਨ ਲਈ, ਜਦੋਂ ਕੱਤਣ ਦੀ ਪਰਤ ਕੱਤਣ ਦੇ ਦੌਰਾਨ ਤਿਆਰ ਨਹੀਂ ਹੁੰਦੀ, ਵੱਡੇ ਕੱਟਣ ਦੀ ਸਪੀਡ ਵਰਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ
3. ਮਿਲਿੰਗ ਦਾ ਕਾਰਜ
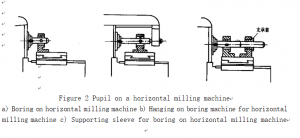
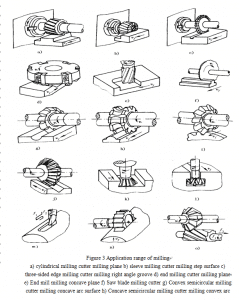
ਚਿੱਤਰ 3 ਵਿਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ ਕਿ ਮਿਲਲਿੰਗ ਮਸ਼ੀਨਾਂ ਵਿਚ ਫਲੈਟਾਂ, ਬੇਵਲ, ਲੰਬੀਆਂ ਚਿਹਰਿਆਂ, ਵੱਖੋ-ਵੱਖਰੇ ਖੰਭੇ ਅਤੇ ਬਣ ਰਹੇ ਸਤ੍ਹਾ (ਜਿਵੇਂ ਕਿ ਦੰਦਾਂ ਦੇ ਪ੍ਰੋਫਾਈਲਾਂ) ਲਈ ਬਹੁਤ ਸਾਰੀਆਂ ਮਸ਼ੀਨਾਂ ਦੀ ਕਿਰਿਆ ਹੈ. ਇੰਡੈਕਸਿੰਗ ਕੰਮ ਕਰਨ ਲਈ ਵੀ ਇਹ ਸੰਭਵ ਹੈ. ਕਦੇ-ਕਦੇ ਹੋਲ ਦਾ ਡਿਲਿਵਰੀ ਅਤੇ ਬੋਰਿੰਗ ਵੀ ਮਿਲਿੰਗ ਮਸ਼ੀਨ ਤੇ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਚਿੱਤਰ 2 ਵਿਚ ਦਰਸਾਇਆ ਗਿਆ ਹੈ. ਮਿਲਿੰਗ ਮਸ਼ੀਨ ਦੀ ਮਸ਼ੀਨਿੰਗ ਦੀ ਸ਼ੁੱਧਤਾ ਆਮ ਤੌਰ ਤੇ ਆਈ ਟੀ 9 ~ ਆਈਟੀ 8; ਸਤ੍ਹਾ ਘੁਟਣ ਆਮ ਤੌਰ ਤੇ ਰ 6.3 ~ 1.6μ ਮੀਟਰ ਹੁੰਦਾ ਹੈ.
4.ਮਿਲੰਗ ਵਿਧੀ
1) ਹਫ਼ਤੇ ਦਾ ਪਿੰਡਾ ਅਤੇ ਅੰਤ ਵਿੱਚ ਮਿਲ ਰਿਹਾ: ਪਿੰਕਣਾ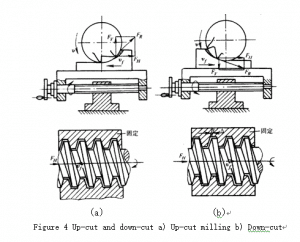 od ਇੱਕ ਮਿਲਿੰਗ ਕਟਰ ਵਰਤਦਾ ਹੈ ਜਿਸਦਾ ਦੰਦ ਸਧਾਰਣ ਸਤ੍ਹਾ 'ਤੇ ਵੰਡਿਆ ਜਾਂਦਾ ਹੈ ਇਸਨੂੰ circumferential milling ਕਿਹਾ ਜਾਂਦਾ ਹੈ;
od ਇੱਕ ਮਿਲਿੰਗ ਕਟਰ ਵਰਤਦਾ ਹੈ ਜਿਸਦਾ ਦੰਦ ਸਧਾਰਣ ਸਤ੍ਹਾ 'ਤੇ ਵੰਡਿਆ ਜਾਂਦਾ ਹੈ ਇਸਨੂੰ circumferential milling ਕਿਹਾ ਜਾਂਦਾ ਹੈ;
ਸਿਲੰਡਰ ਦੇ ਅੰਤ ਦੇ ਚਿਹਰੇ 'ਤੇ ਕਟਟਰਾਂ ਨੂੰ ਕਿਸ ਤਰ੍ਹਾਂ ਵੰਡਿਆ ਜਾਂਦਾ ਹੈ, ਜਿਸ ਦਾ ਮਤਲਬ ਹੈ ਮਿਲਨ ਲਈ ਸਿਲੰਡਰ. ਹਫਤਾਵਾਰੀ ਮਿਲਿੰਗ ਦੇ ਮੁਕਾਬਲੇ ਮਿਲਾਨ ਦਾ ਅੰਤ
ਇਹ ਜਹਾਜ਼ ਵਿੱਚ ਫਾਇਦੇਮੰਦ ਹੈ ਕਿਉਂਕਿ: (1) ਅੰਤ ਦੀ ਮਿੱਟੀ ਦੇ ਛੋਟੇ ਅਟੁੱਟ ਦਾਇਰੇ ਵਿੱਚ ਮਸ਼ੀਨ ਵਾਲੀ ਸਤ੍ਹਾ ਤੇ ਹਲਕਾ ਘਟਾਉਣ ਵਾਲਾ ਪ੍ਰਭਾਵ ਹੁੰਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਘੁਲਣਸ਼ੀਲਤਾ ਨੂੰ ਘਟਾ ਸਕਦਾ ਹੈ. ਵਰਟੀਪੀਸ ਦੀ ਸਤਹ, ਜੋ ਕਿ ਪੈਰੀਫੇਰੀ ਵਿੱਚ ਮਿਲਦੀ ਹੈ, ਇੱਕ ਨੋਰੁਜਟਿਡ ਬਾਕੀ ਰਹਿੰਦੀ ਖੇਤਰ ਹੈ. (2) ਉਸੇ ਸਮੇਂ ਕੱਟਣ ਵਿੱਚ ਹਿੱਸਾ ਲੈਣ ਵਾਲੀਆਂ ਮਿੱਲਾਂ ਦੀ ਗਿਣਤੀ ਬਹੁਤ ਵੱਡੀ ਹੈ, ਅਤੇ ਕਟਸਿੰਗ ਬਲ ਦੀ ਤਬਦੀਲੀ ਦੀ ਡਿਗਰੀ ਘੱਟ ਹੁੰਦੀ ਹੈ, ਇਸ ਲਈ ਓਪਰੇਸ਼ਨ ਦੌਰਾਨ ਸਪਿਰਨ ਪੈਰੀਫਿਰਲ ਮਿਲਿੰਗ ਤੋਂ ਛੋਟਾ ਹੁੰਦਾ ਹੈ. (3) ਜਦੋਂ ਅੰਤਮ ਮਿੱਲ ਦੇ ਮੁੱਖ ਕੱਟੇ ਜਾਣ ਵਾਲੇ ਹਿੱਸੇ ਨੂੰ ਸਿਰਫ ਕੰਮ ਵਾਲੀ ਕਿਰਿਆ ਨੂੰ ਛੂਹਣਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਚਿੱਪ ਦੀ ਮੋਟਾਈ ਜ਼ੀਰੋ ਦੇ ਬਰਾਬਰ ਨਹੀਂ ਹੁੰਦੀ, ਜਿਸ ਨਾਲ ਬਲੇਡ ਘੱਟ ਪ੍ਰੇਸ਼ਾਨ ਹੁੰਦਾ ਹੈ. (4) ਅੰਤ ਦੀ ਮਿੱਲ ਦਾ ਅੰਤ ਛੋਟਾ ਵਿਸਥਾਰ ਹੈ, ਚੰਗੀ ਕਠੋਰਤਾ ਹੈ, ਅਤੇ ਕਟਰ ਬਾਰ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਵਿਵਹਾਰ ਨਹੀਂ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਵੱਡੀ ਕਟਾਈ ਕਰਨ ਵਾਲੀ ਰਕਮ ਵਰਤੀ ਜਾ ਸਕਦੀ ਹੈ. ਇਹ ਵੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ ਕਿ ਅੰਤ ਵਿੱਚ ਮਿਲਿੰਗ ਵਿਧੀ ਵਿੱਚ ਪ੍ਰੋਸੈਸਿੰਗ ਗੁਣਵੱਤਾ ਅਤੇ ਵੱਧ ਉਤਪਾਦਨ ਹੈ. ਇਸ ਲਈ, ਮਿਲਿੰਗ ਪਲੇਨ ਜ਼ਿਆਦਾਤਰ ਮਿੱਲ ਹੁੰਦੇ ਹਨ. ਹਾਲਾਂਕਿ, ਪੈਰੀਫਿਰਲ ਮਿਲਿੰਗ ਦੇ ਵੱਖ-ਵੱਖ ਆਕਾਰਾਂ ਦੀ ਪ੍ਰਕਿਰਿਆ ਲਈ ਇੱਕ ਉੱਚ ਪੱਧਰੀ ਅਨੁਕੂਲਤਾ ਹੈ, ਅਤੇ ਕੁਝ ਅਕਾਰ (ਜਿਵੇਂ ਕਿ ਸਤ੍ਹਾ ਨੂੰ ਬਣਾਉਣਾ) ਦਾ ਅੰਤ ਮਿਲਨ ਲਈ ਨਹੀਂ ਵਰਤਿਆ ਜਾ ਸਕਦਾ.
2) ਉਪ-ਕਟਲ ਮਿਲਿੰਗ ਅਤੇ ਡਾਊਨ-ਕੱਟ ਮਿਲਿੰਗ: ਹਫ਼ਤੇ ਦਾ ਪਲਾਂਟ ਵਿਚ ਕਟਲ ਮਿਲਿੰਗ ਅਤੇ ਡਾਊਨ-ਕੱਟ ਮਿਲਿੰਗ ਦਾ ਅੰਤਰ ਹੁੰਦਾ ਹੈ. ਅਪ-ਕੱਟ ਮਿਲਿੰਗ ਦੇ ਮਾਮਲੇ ਵਿਚ, ਮਿਲਿੰਗ ਕਟਰ ਦੀ ਰੋਟੇਸ਼ਨ ਦੀ ਦਿਸ਼ਾ ਵਰਕਸਪੇਸ ਦੇ ਫੀਡ ਦੀ ਦਿਸ਼ਾ ਦੇ ਉਲਟ ਹੁੰਦੀ ਹੈ; ਜਦੋਂ ਮਿਲ ਰਿਹਾ ਹੋਵੇ, ਕੱਨਣ ਦੇ ਘੁੰਮਣ ਦੀ ਦਿਸ਼ਾ ਵਰਕਸ਼ਾਪ ਦੇ ਫੀਡ ਦੀ ਦਿਸ਼ਾ ਵਾਂਗ ਹੀ ਹੈ. ਜਦੋਂ ਉਲਟਾ ਮਿਲ ਰਿਹਾ ਹੋਵੇ ਤਾਂ ਚਿਪਸ ਦੀ ਮੋਟਾਈ ਜ਼ੀਰੋ ਤੋਂ ਵੱਧ ਜਾਂਦੀ ਹੈ. ਵਾਸਤਵ ਵਿਚ, ਮਿਲਿੰਗ ਕਟਰ ਦੇ ਕੱਟਣ ਤੋਂ ਬਾਅਦ, ਵਰਕਸਪੇਸ ਨਾਲ ਸੰਪਰਕ ਕਰਨਾ ਸ਼ੁਰੂ ਹੋ ਜਾਂਦਾ ਹੈ, ਇਸ ਨਾਲ ਸਤਹ 'ਤੇ ਇਕ ਖ਼ਾਸ ਦੂਰੀ ਨੂੰ ਸਧਾਰਣ ਤੌਰ' ਤੇ ਮੈਟਲ ਵਿਚ ਕੱਟਿਆ ਜਾਂਦਾ ਹੈ. ਇਹ ਬਲੇਡ ਨੂੰ ਪਹਿਨਣ ਲਈ ਆਸਾਨ ਬਣਾਉਂਦਾ ਹੈ ਅਤੇ ਮਸ਼ੀਨ ਵਾਲੀ ਸਤਹ ਦੇ ਕੱਟਣ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ. ਅਪ ਕਟ ਮਿਲਿੰਗ ਦੇ ਮਾਮਲੇ ਵਿੱਚ, ਵਰਲੀਪੇਸਟ ਤੇ ਮਿਲਲਿੰਗ ਕਟਰ ਦੀ ਇੱਕ ਲਿਫਟਿੰਗ ਕੰਪੋਨੈਂਟ ਫੋਰਸ ਹੈ, ਜੋ ਟੇਬਲ ਤੇ ਮਾਊਟ ਕੀਤੇ ਗਏ ਕੰਮ ਵਾਲੀ ਪੂਜਾ ਦੀ ਸਥਿਰਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦੀ ਹੈ.
ਚੜ੍ਹਨ ਤੇ ਉਪਰੋਕਤ ਨੁਕਸਾਨ ਨਹੀਂ ਹੁੰਦੇ. ਹਾਲਾਂਕਿ, ਮਿਲਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ ਵਰਕਸਪੇਸ ਦੀ ਫੀਡ ਟੇਬਲ ਡ੍ਰਾਈਵ ਸਕ੍ਰੀ ਅਤੇ ਨਟ ਵਿਚਕਾਰ ਫਰਕ ਕਰਕੇ ਪ੍ਰਭਾਵਿਤ ਹੁੰਦੀ ਹੈ. ਕਿਉਂਕਿ ਮਿਲਿੰਗ ਦਾ ਖਿਤਿਜੀ ਹਿੱਸਾ ਵਰਕਪੇਸ ਦੀ ਖੁਰਾਕ ਦੀ ਦਿਸ਼ਾ ਦੇ ਸਮਾਨ ਹੈ, ਮਿਲੀਭਾਈ ਦਾ ਬਲ ਬਹੁਤ ਵੱਡਾ ਅਤੇ ਛੋਟਾ ਹੋ ਜਾਵੇਗਾ, ਜੋ ਕਿ ਟੇਬਲ ਨੂੰ ਘੁੰਮਾਉਣ ਦਾ ਕਾਰਨ ਬਣੇਗਾ ਅਤੇ ਫੀਡ ਦੀ ਮਾਤਰਾ ਅਸਮਾਨ ਹੋਵੇਗੀ, ਜਿਸ ਨਾਲ ਚਾਕੂ ਜਾਂ ਮਸ਼ੀਨ ਨੂੰ ਨੁਕਸਾਨ ਹੋ ਸਕਦਾ ਹੈ. ਇਸ ਲਈ, ਕੱਟੇ ਗਏ ਮਿਲਿੰਗ ਨੂੰ ਅਪਣਾਉਣ ਲਈ ਲੰਬਿਤ ਫੀਡ ਦੇ ਪੈਗ਼ 'ਤੇ ਪਾੜੇ ਨੂੰ ਖ਼ਤਮ ਕਰਨ ਲਈ ਇਕ ਡਿਵਾਈਸ ਦੀ ਜ਼ਰੂਰਤ ਹੈ. ਹਾਲਾਂਕਿ, ਆਮ ਮਿਲਿੰਗ ਮਸ਼ੀਨ ਸਕ੍ਰਿਊ ਨੀਂਦ ਦੇ ਪਾੜੇ ਨੂੰ ਖ਼ਤਮ ਨਹੀਂ ਕਰਦੀ, ਅਤੇ ਕੇਵਲ ਅਪ ਕੱਟ ਵਿਧੀ ਵੀ ਵਰਤੀ ਜਾ ਸਕਦੀ ਹੈ. ਇਸ ਤੋਂ ਇਲਾਵਾ, ਕਾਸਟਿੰਗ ਅਤੇ ਫੋਰਗਿੰਗ ਦੀ ਸਤਹ ਦੇ ਕੱਟਣ ਲਈ, ਨਿਮਨ-ਮਿਲਿਿੰਗ ਪਹਿਲਾਂ ਟੂਲ ਦੀ ਵਾੜ ਨੂੰ ਵਧਾਏਗੀ ਕਿਉਂਕਿ ਦੰਦ ਪਹਿਲਾਂ ਕਾਲੇ ਚਮੜੀ ਨਾਲ ਸੰਪਰਕ ਕਰਦਾ ਹੈ. ਇਸ ਸਮੇਂ, ਇਹ ਅਪ-ਕੱਟ ਮਿਲਿੰਗ ਲਈ ਵੀ ਢੁਕਵਾਂ ਹੈ.